典型设备的自控方案
本文最后更新于 2024-10-16,文章内容距离上一次更新已经过去了很久啦,可能已经过时了,请谨慎参考喵。
title: 典型设备的自控方案
top_img: false
tags:
- P&ID
- 自动控制
categories:
- 化工
cover: '/upload/cdn1files/20210816092429.png'
abbrlink: 1e06e98d
date: 2021-08-16 09:21:49
copyright:
comments:
注意!免责声明
注意!重要的事情要提醒三遍
注意!我水平有限,本文只做示例和参考,不保证本文的内容就一定是正确的标准的
什么是PID什么又是P&ID?
在实际工程中,应用最为广泛的调节器控制规律为比例P、积分I、微分控制D,简称PID控制,又称PID调节。PID控制器问世至今以其结构简单、稳定性好、工作可靠、调整方便而成为工业控制的主要技术之一
人话来说就是PID是一种控制器的逻辑,当然PID还有更多的含义,在不同的行业里有不同的意思,在计算机中PID是一种进程号,不需要了解过多,当然要是对自动化感兴趣的同学可以去学习相关知识
P&ID(Piping and Instrumentation Diagram)即管道及仪表流程图、管道仪表流程图。借助统一规定的图形符号和文字代号,用图示的方法把建立化工工艺装置所需的全部设备、仪表、管道、阀门及主要管件,按其各自功能以及工艺要求组合起来,以起到描述工艺装置的结构和功能的作用。P&ID的设计是在PFD的基础上完成的。它是化工厂的工程设计中从工艺流程到工程施工设计的重要工序,是工厂安装设计的依据
P&ID图纸的绘制非常重要,控制方案的合不合理,控制器是否冗余,图例是不是正确等,都会成为扣分点,阀门的数量位置更是关系到后续三维配管的同学的工作
至于一些工业自动化的内容、自动控制系统的组成、分类、数学模型等理论知识本文不过多赘述,有兴趣自己学习,本文只示意一些典型设备的自动控制方案
注意,本文所示的控制方案只是设备的自动控制方案,不包括阀门组,所以绘制P&ID的时候一定要注意自己要加上阀门组、盲板等
传热设备的控制
换热器控制
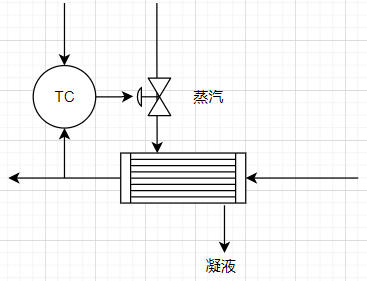
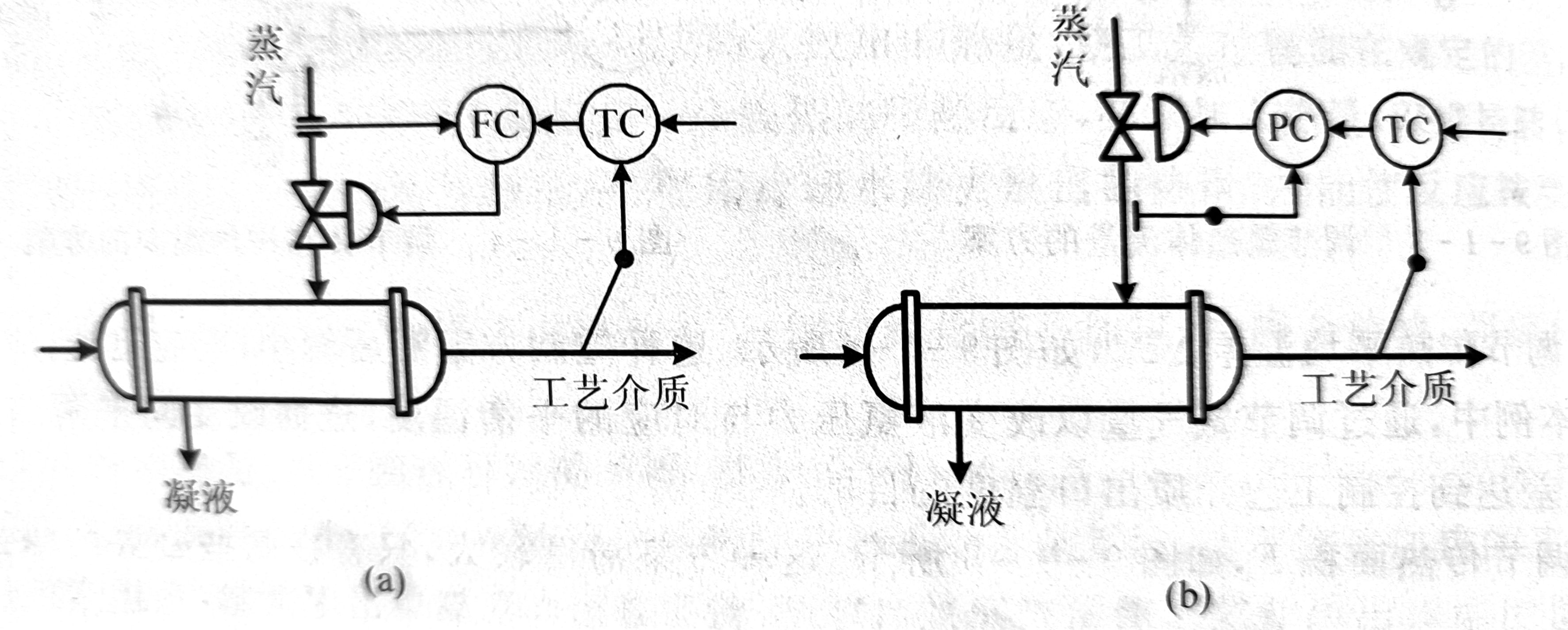
蒸汽加热器(公用工程换热器)的控制系统:
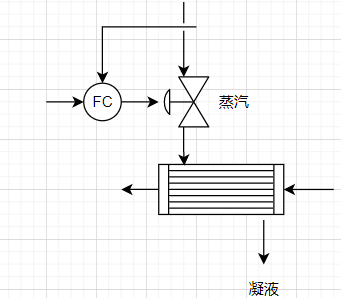
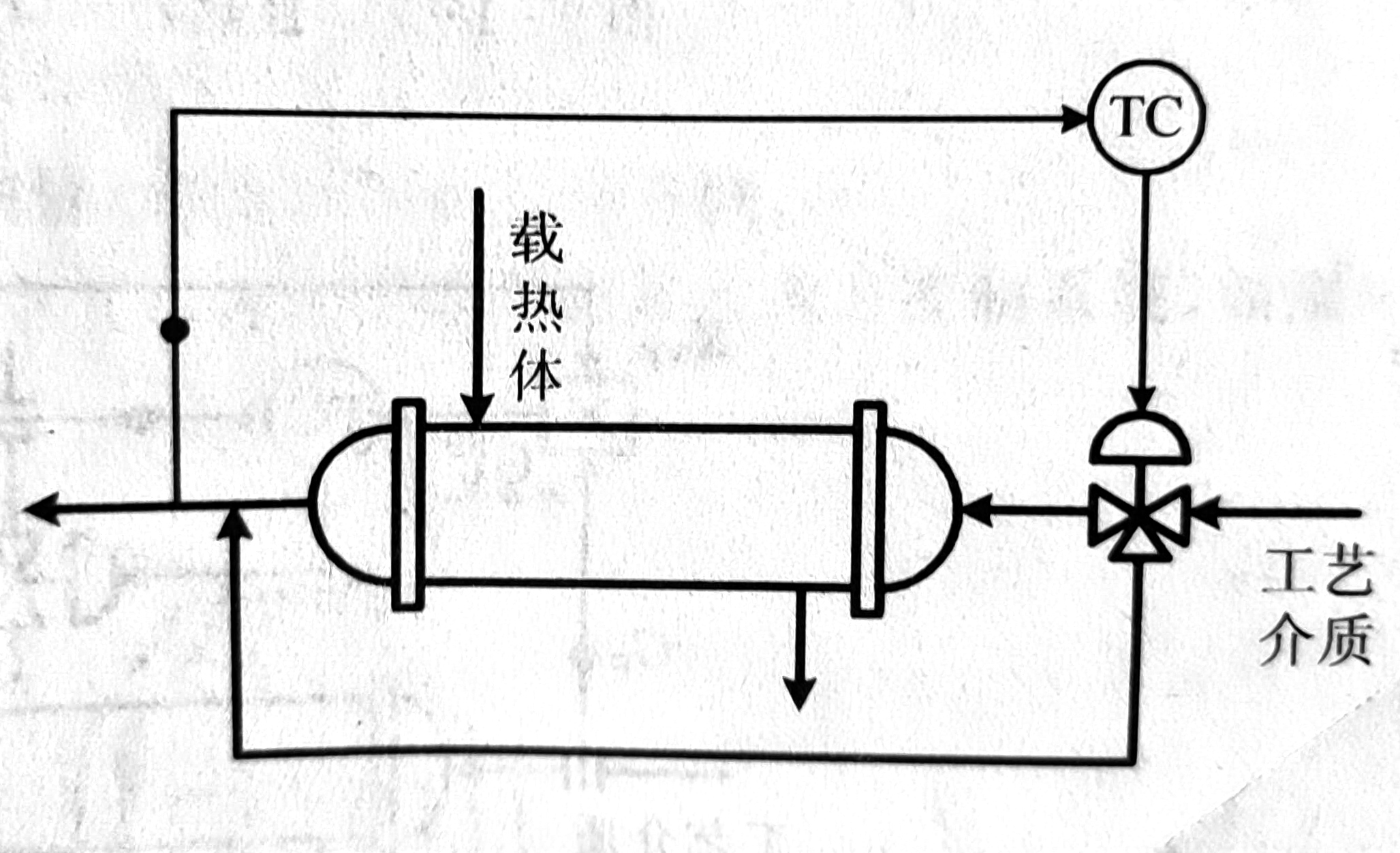
调节载热流体流量(流股间换热/导热油)方案:
调节传热平均温差方案:
画图实在是太磨人了,而且这绘图软件不怎么好用,下面开始直接给你们扫描吧
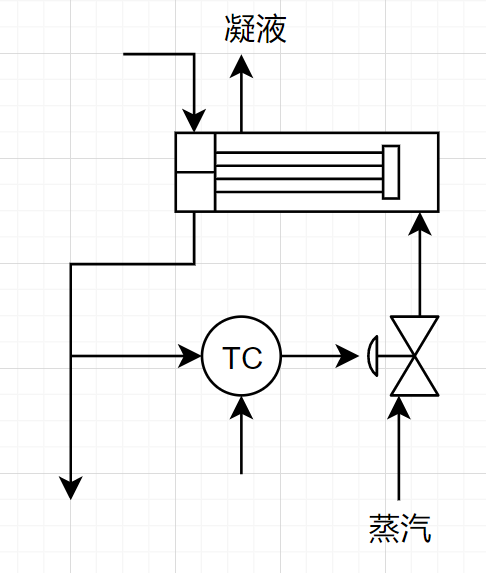
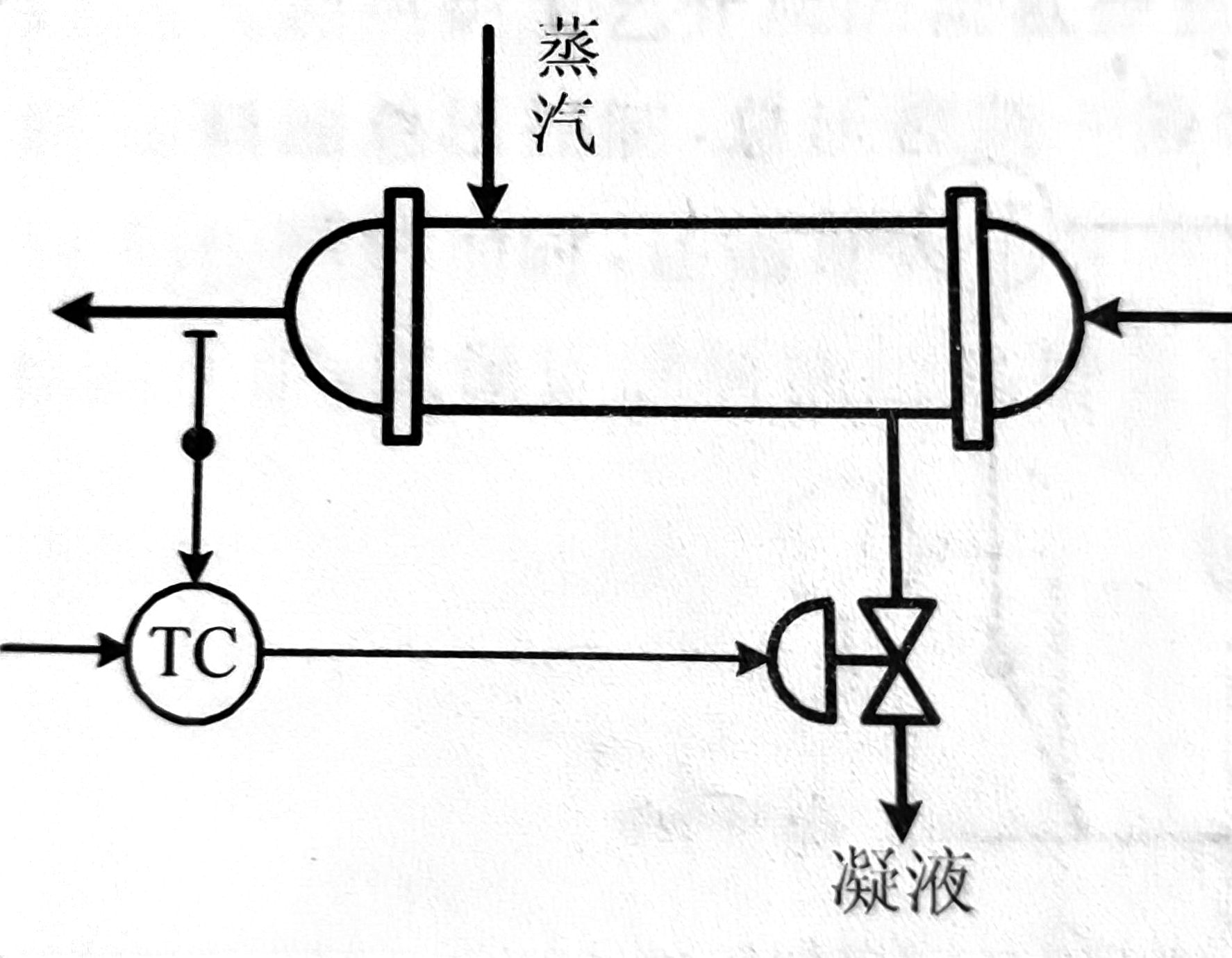
调节传热面积的方案:
将工艺介质部分旁路方案:
换热器出口温度的串级控制方案:
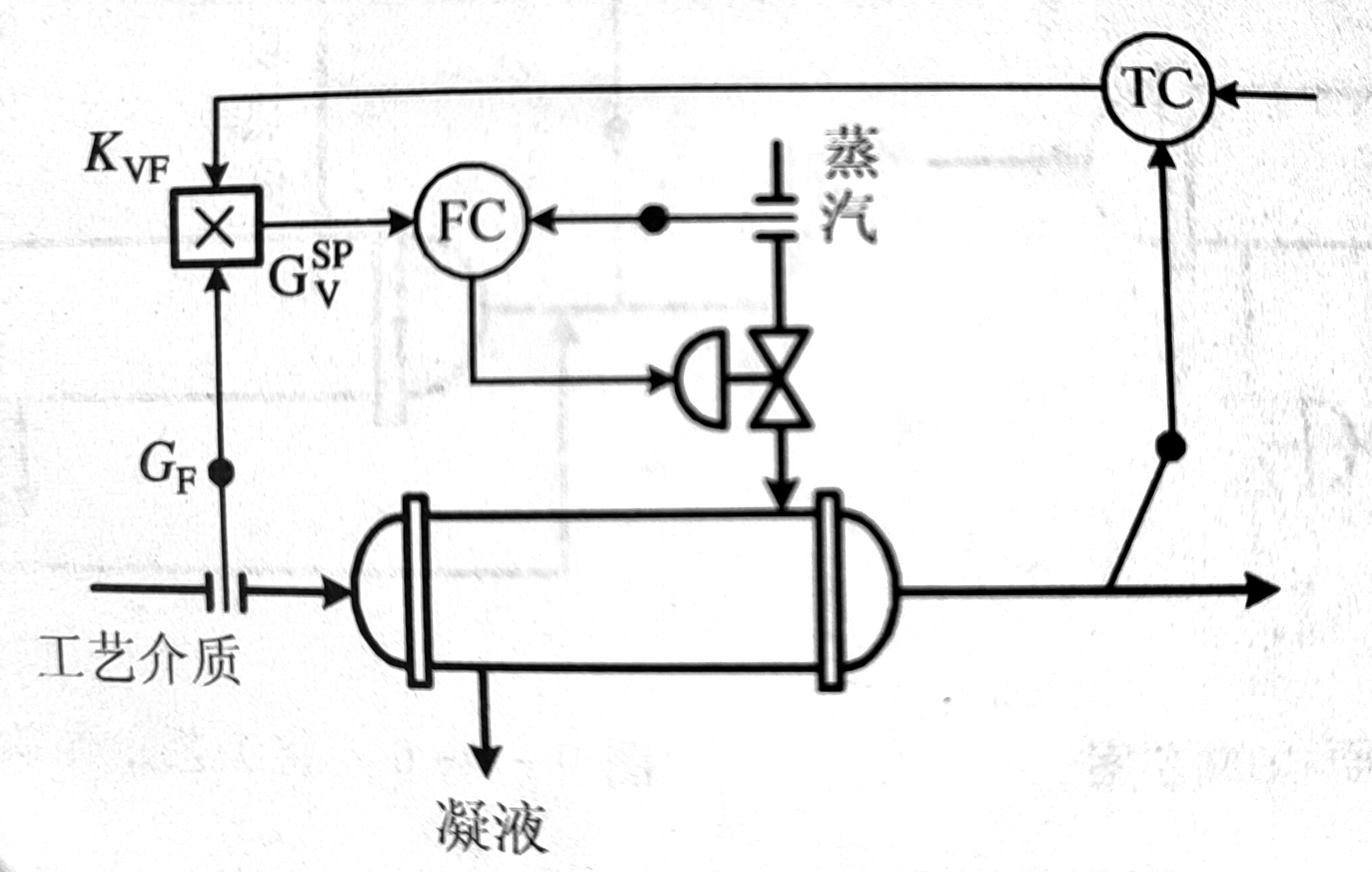
换热器出口温度的变比值串级控制方案:
加热炉控制
加热炉控制系统:
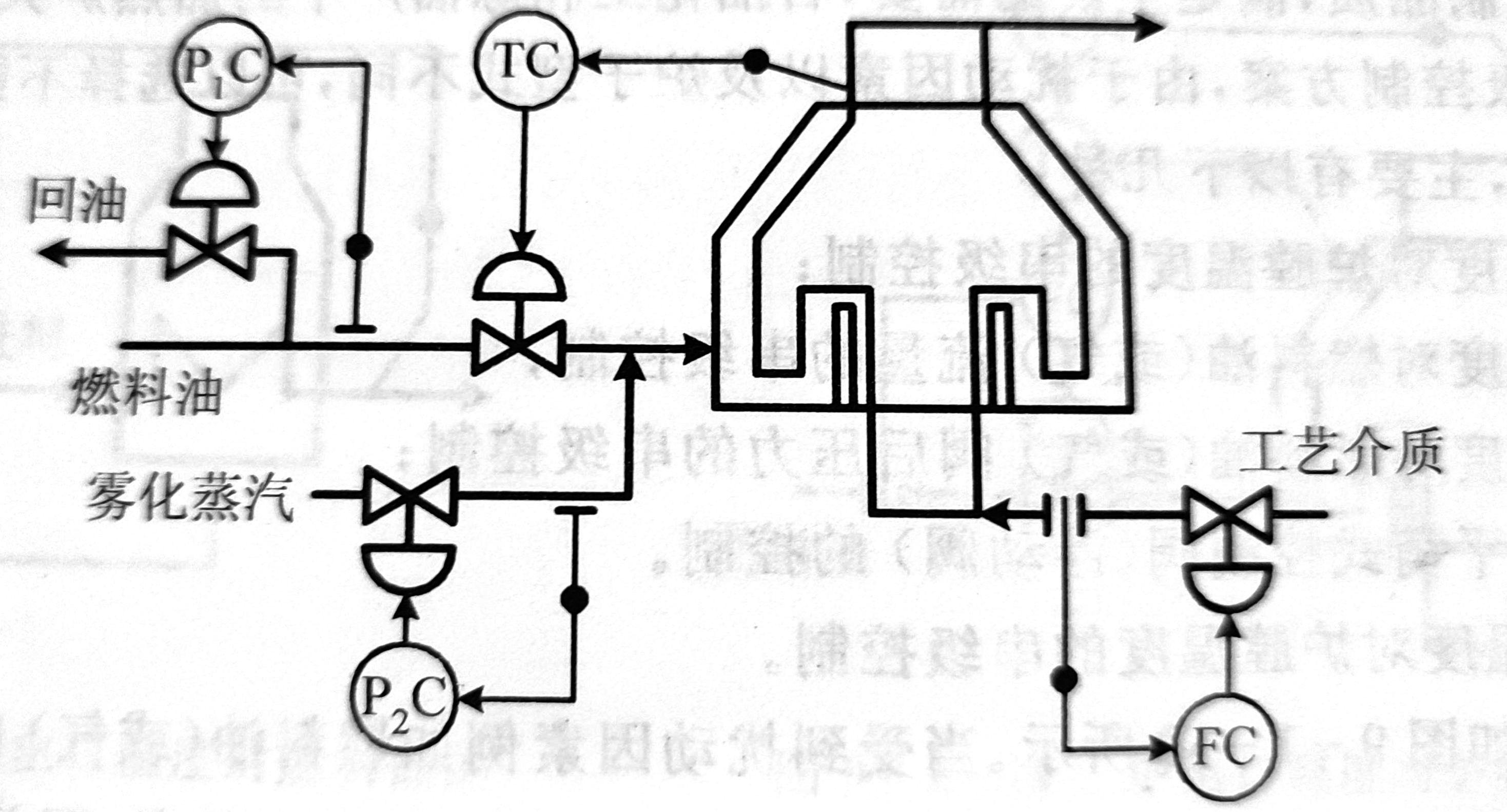
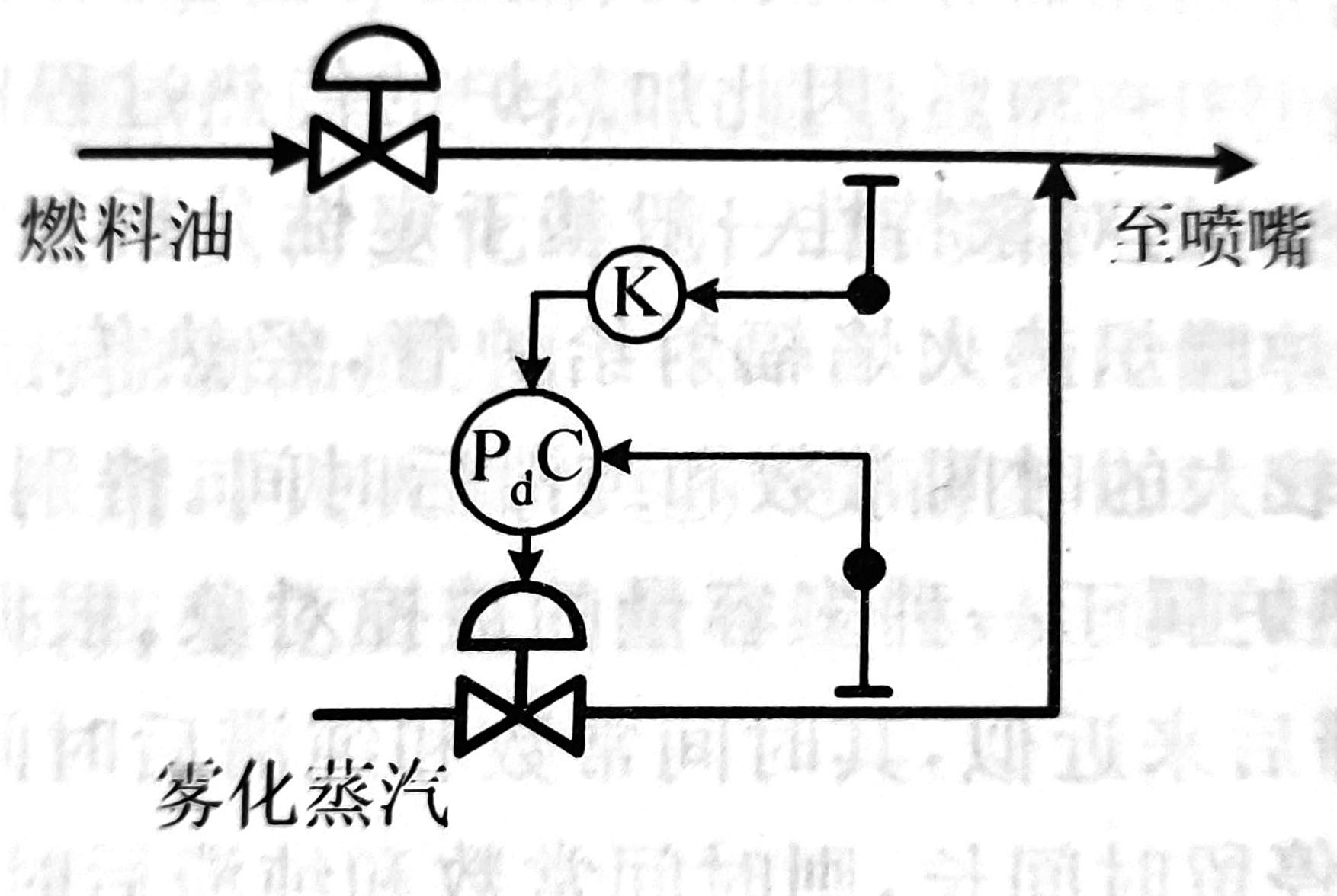
燃料油与雾化蒸汽压差控制系统:
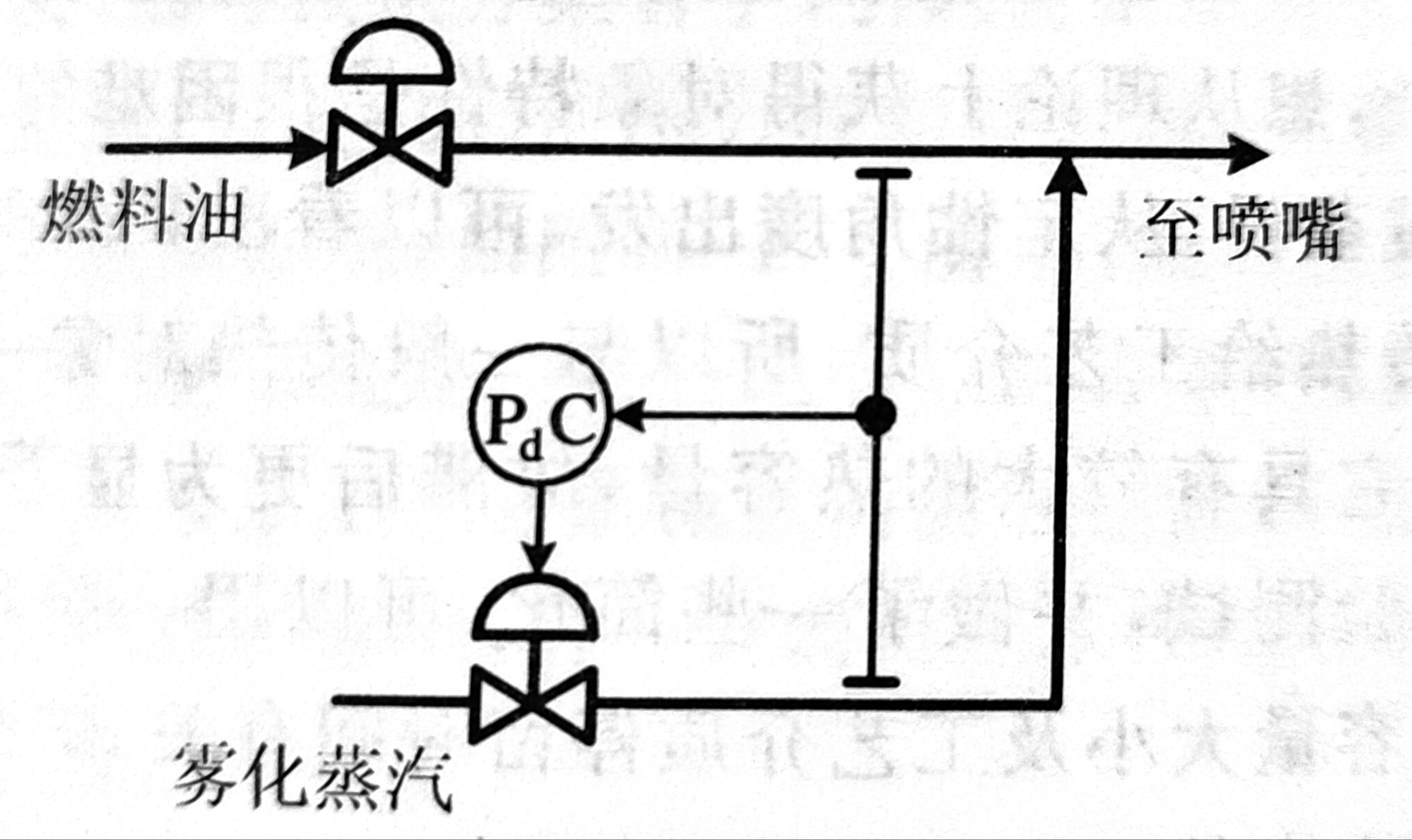
燃料油与雾化蒸汽压力比值控制系统:
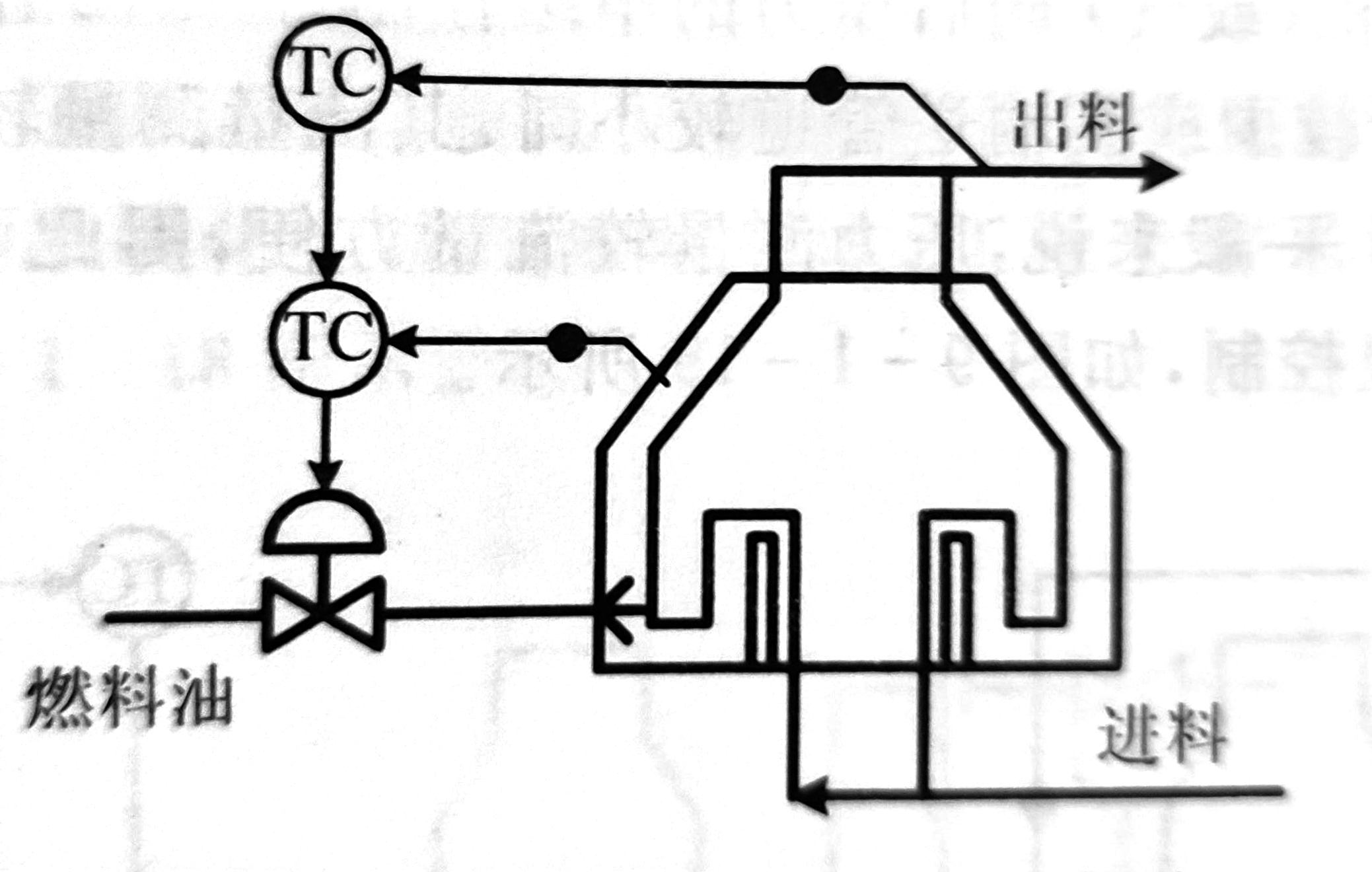
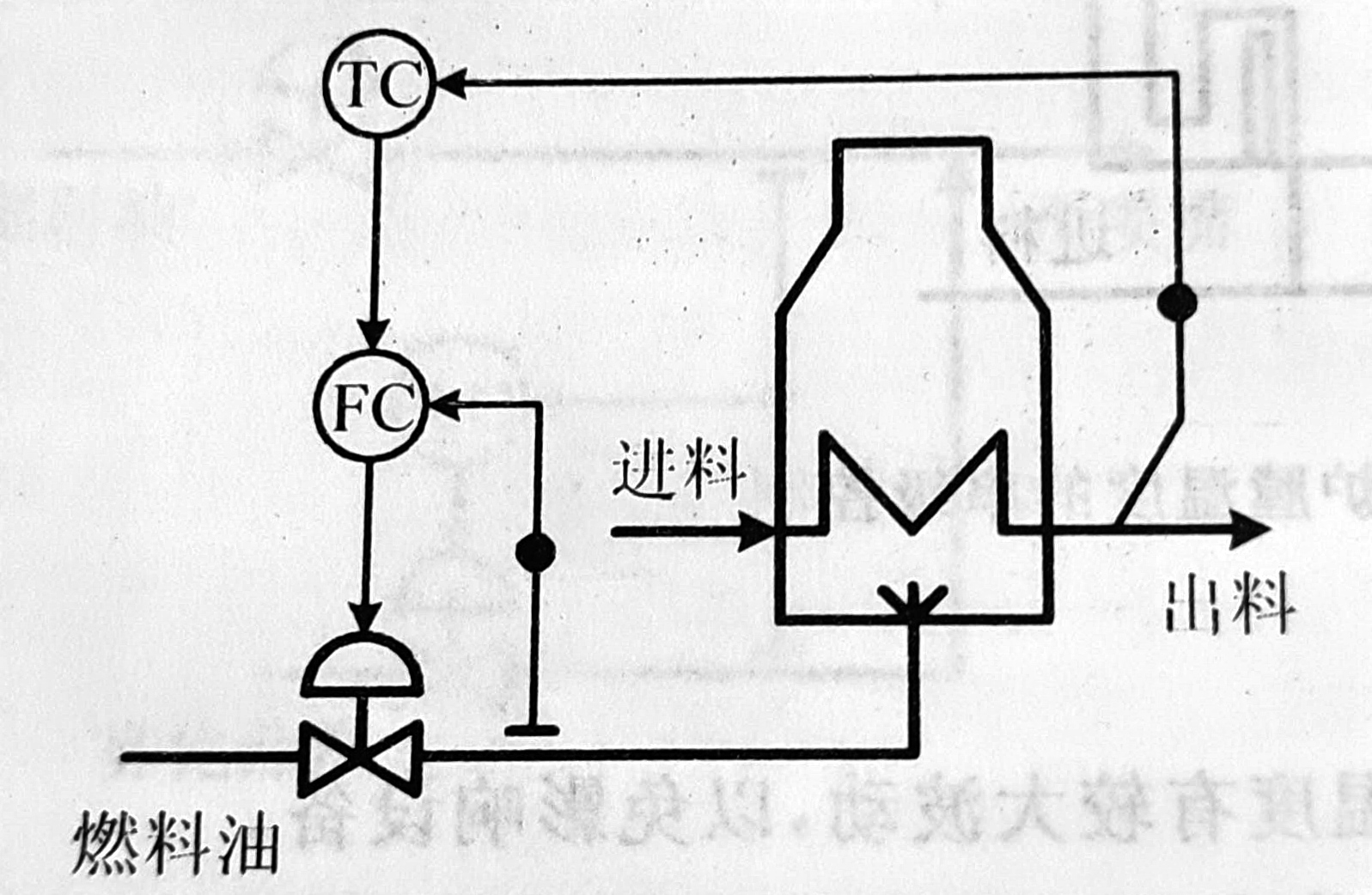
炉出口温度对炉膛温度的串级控制:
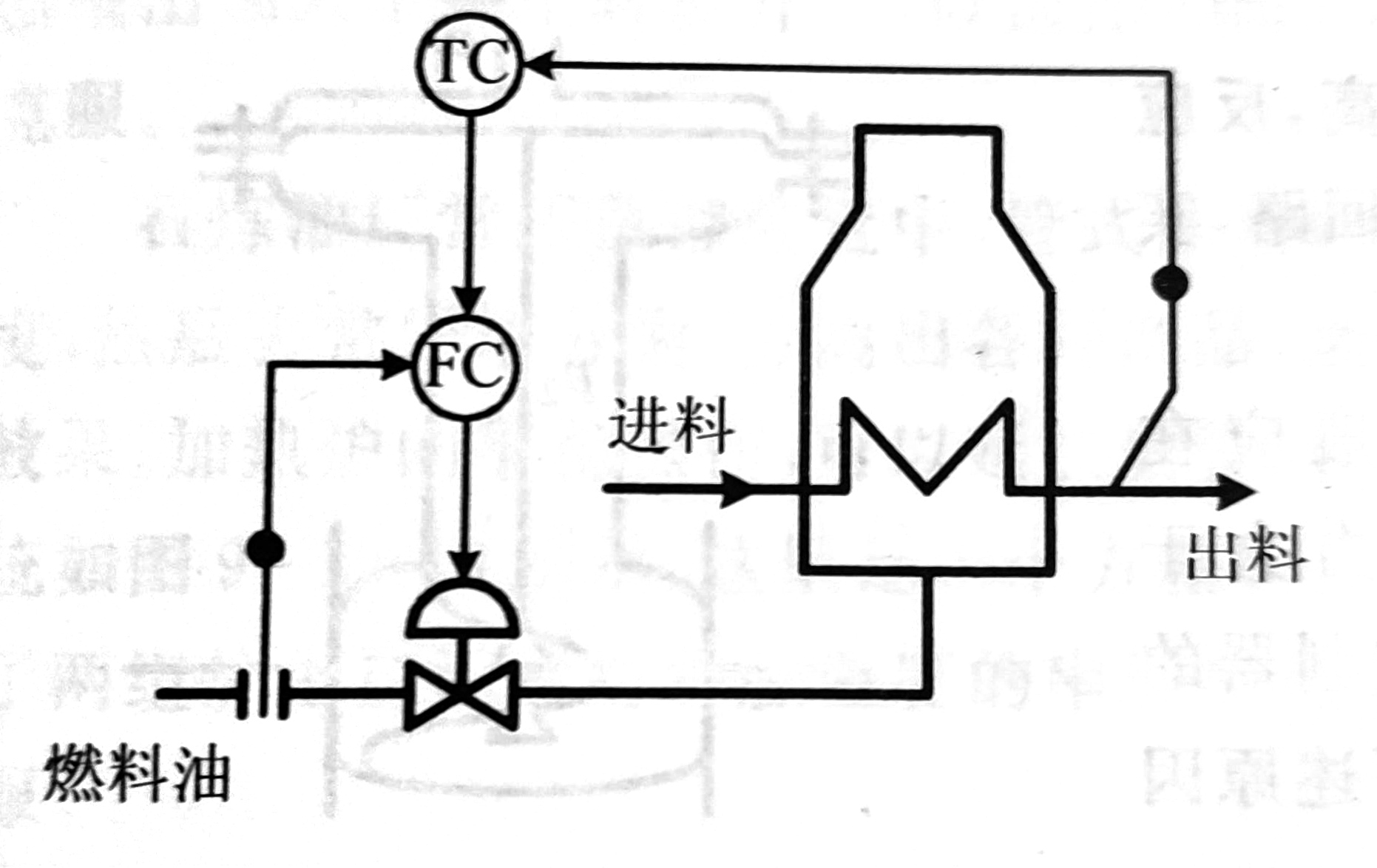
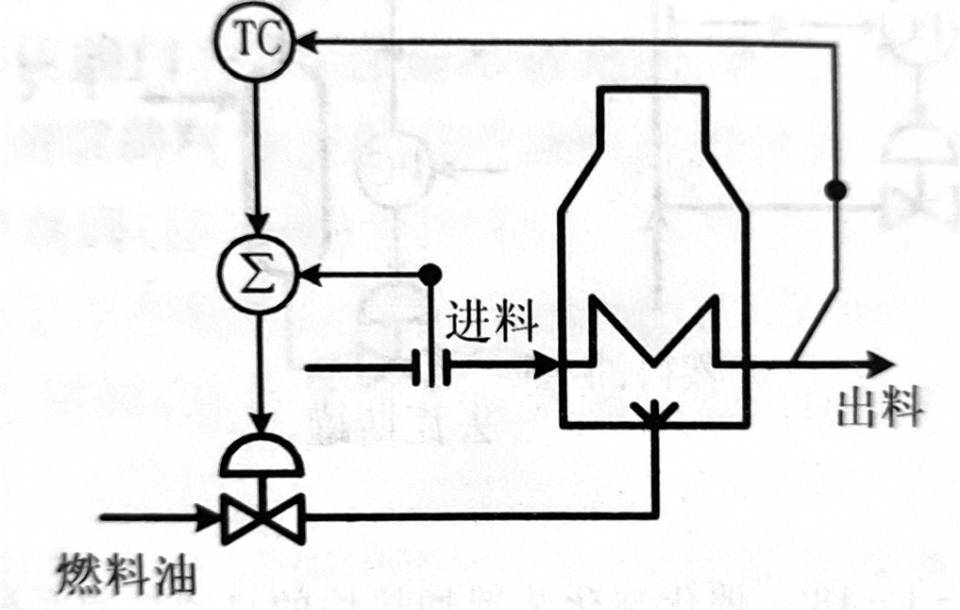
炉出口温度对燃料油的串级控制:
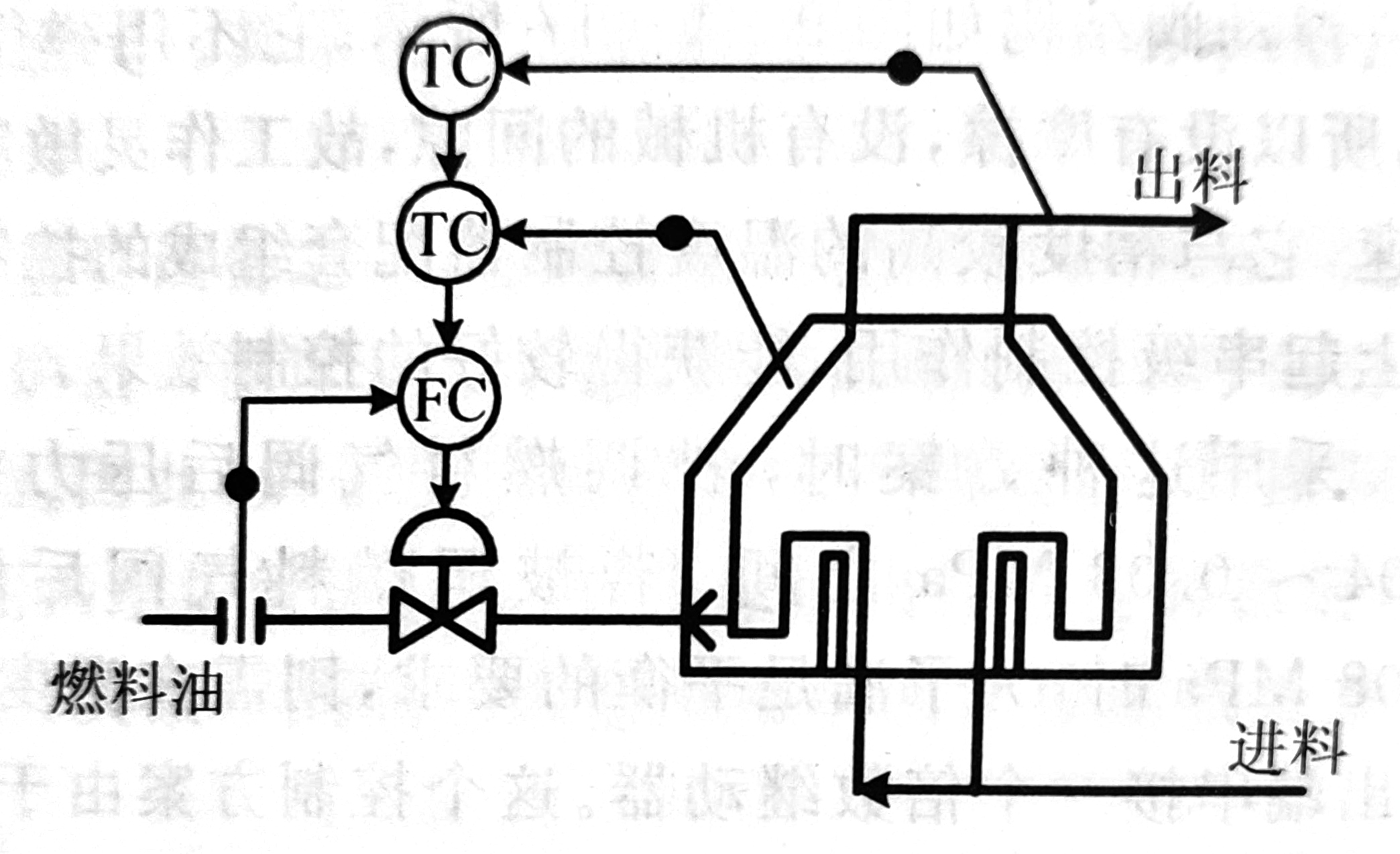
炉出口温度对炉膛温度及燃料油流量的串级控制:
炉出口温度对燃料油压力的串级控制:
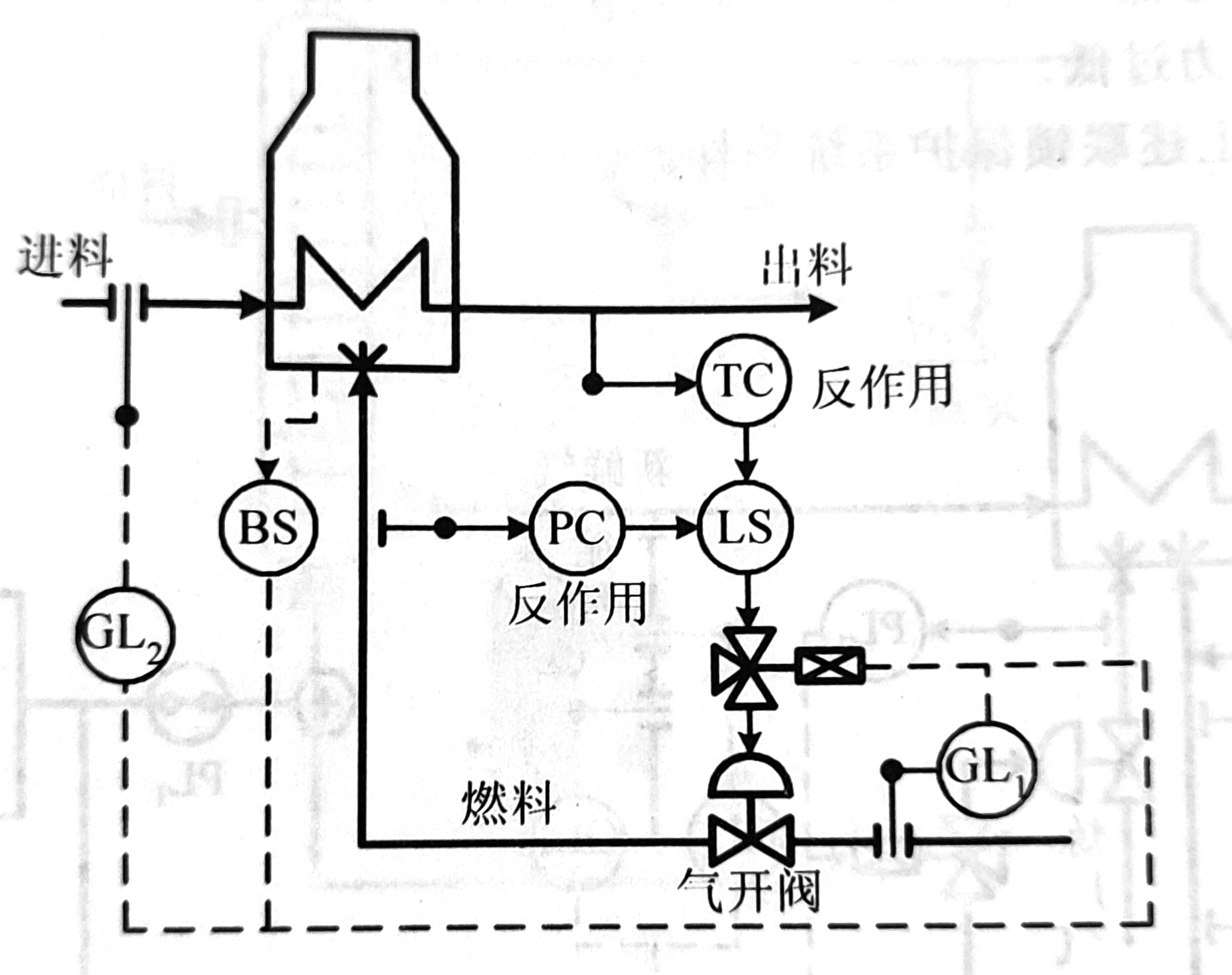
在加热炉的自动控制中,有时候会遇到生产负荷即进料量、温度变化频繁,扰动幅度又较大,采用串级控制难以满足生产要求,所以采用前馈-反馈控制:
加热炉的安全连锁保护系统:
安全连锁的工作过程和原理就不赘述了,可以自己查阅相关资料
精馏过程的控制
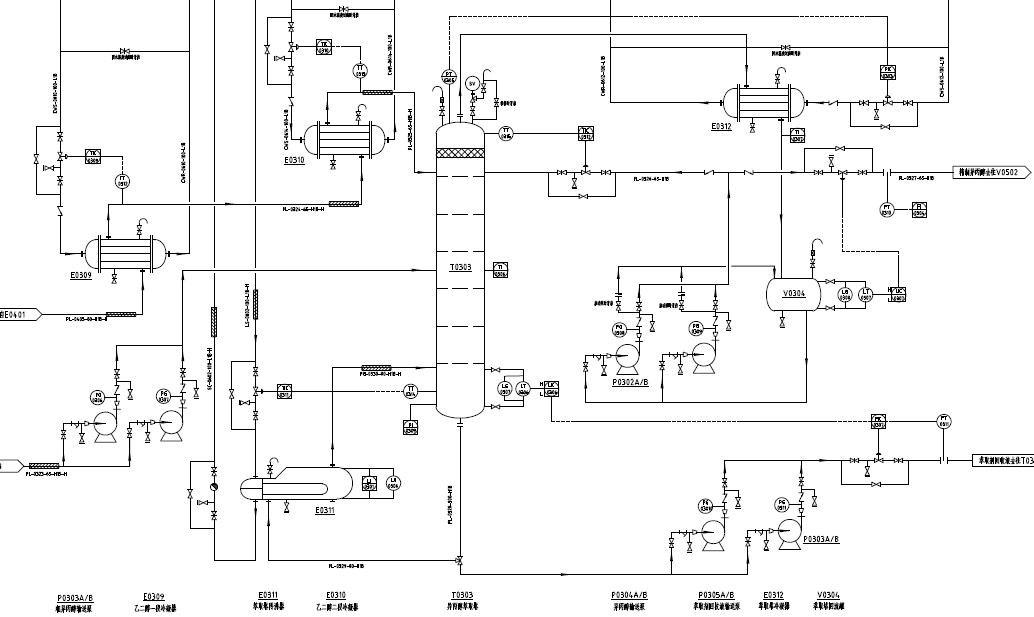
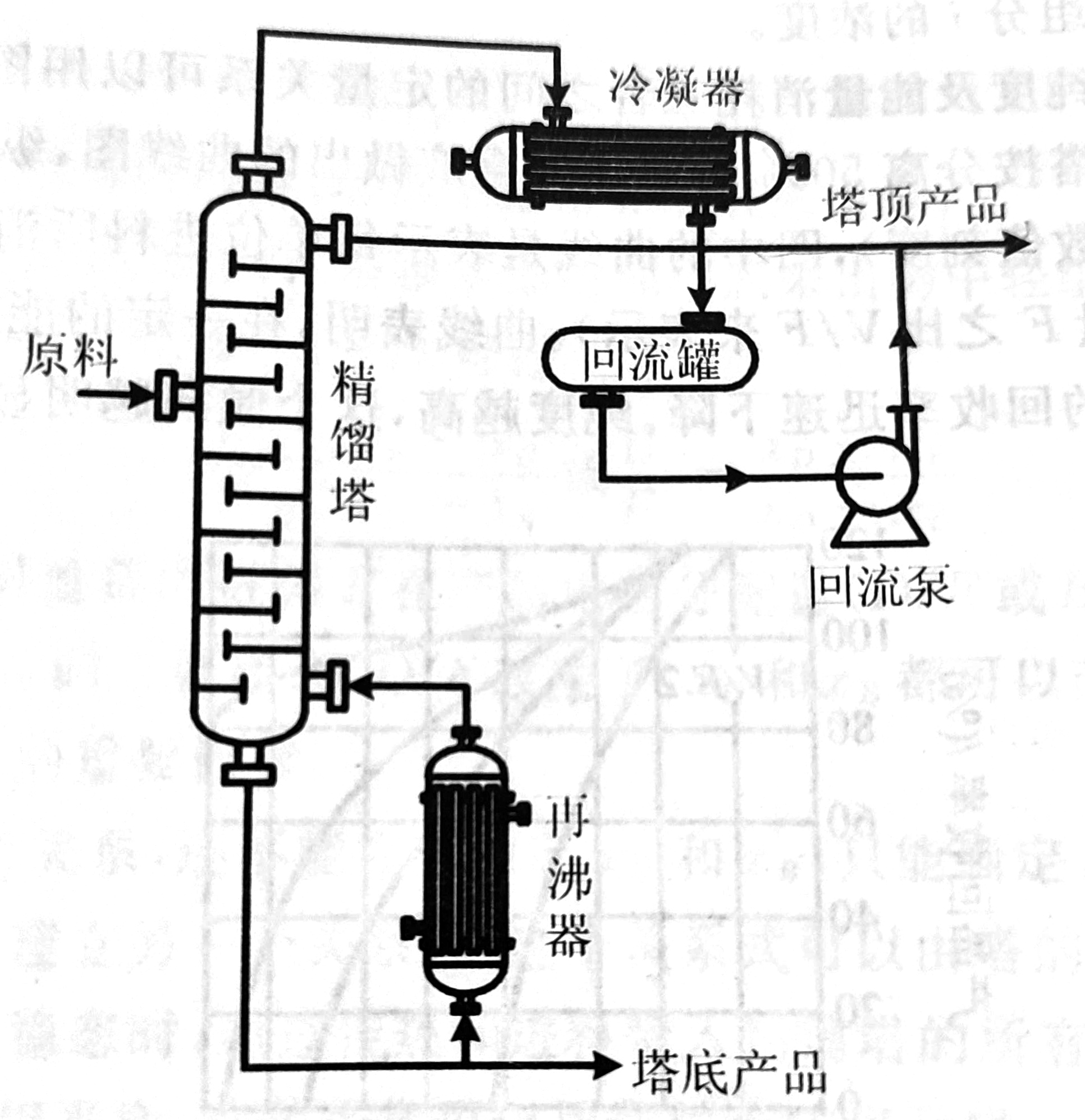
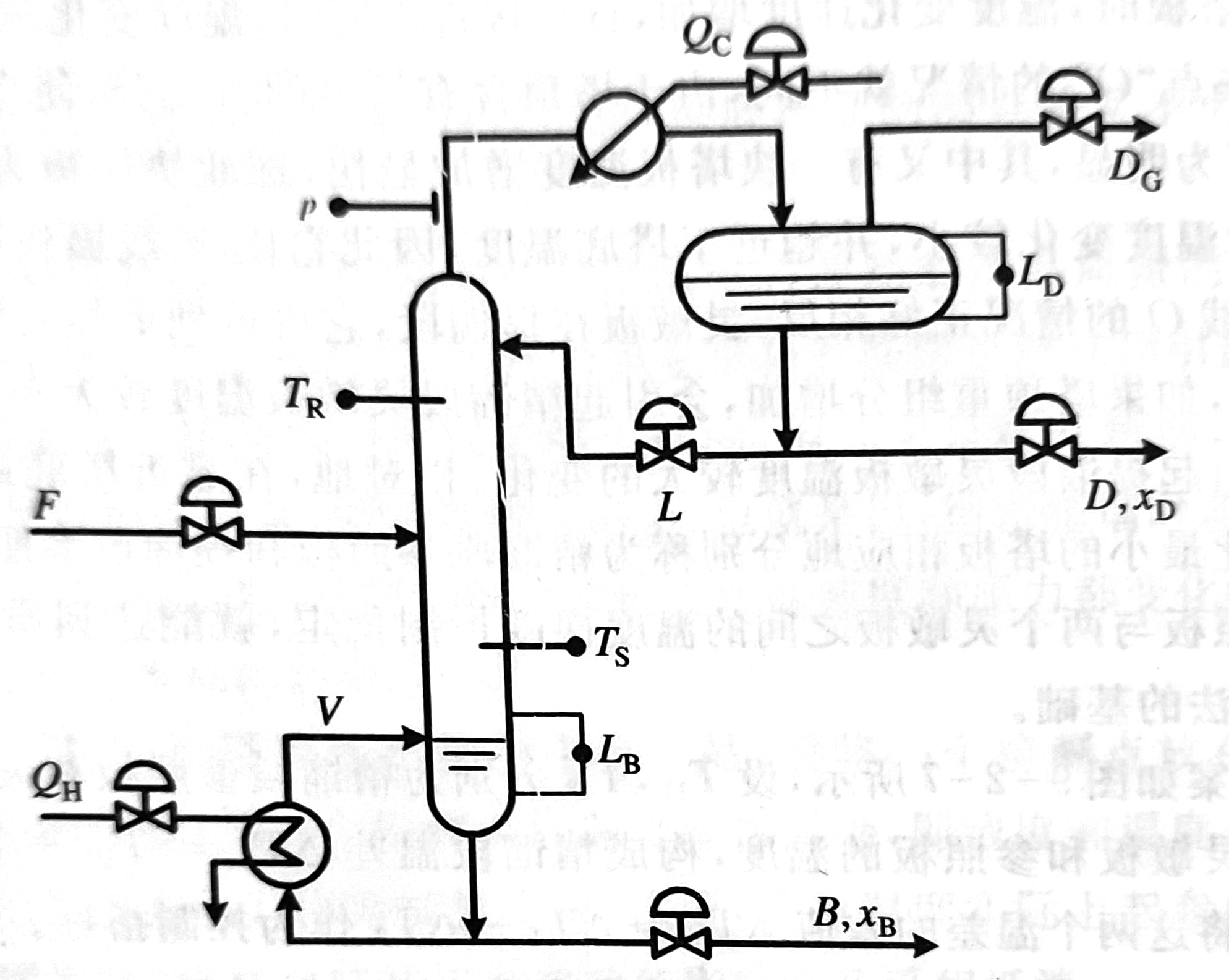
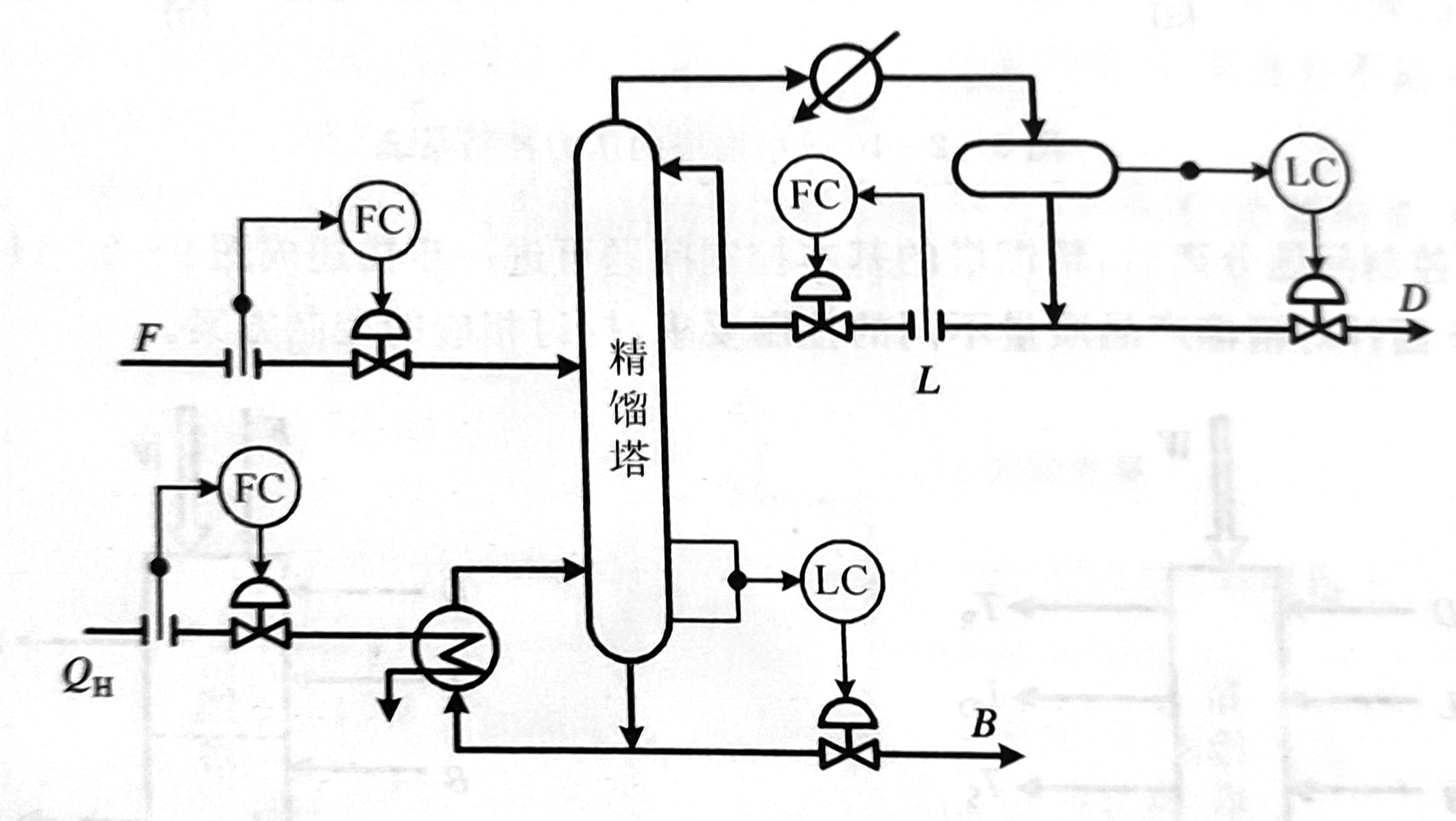
精馏就是将一定浓度的溶液送入精馏装置,使其反复的进行部分汽化和部分冷凝,从而得到预期的塔顶与塔底产品的操作。完成这一操作的过程相应设备除了精馏塔之外,还有再沸器、冷凝器、回流罐、回流泵等辅助设备,目前通用的连续精馏装置如图所示:
精馏塔的控制目标,应该是在满足产品质量合格的前提下,使总的收益最大或者总的成本最小,因此精馏塔的控制要求,应该是从质量指标(产品纯度)、产品质量和能量消耗三个方面考虑。
精馏塔的操作原理、静态动态特性本文不赘述,请参考《化工原理》
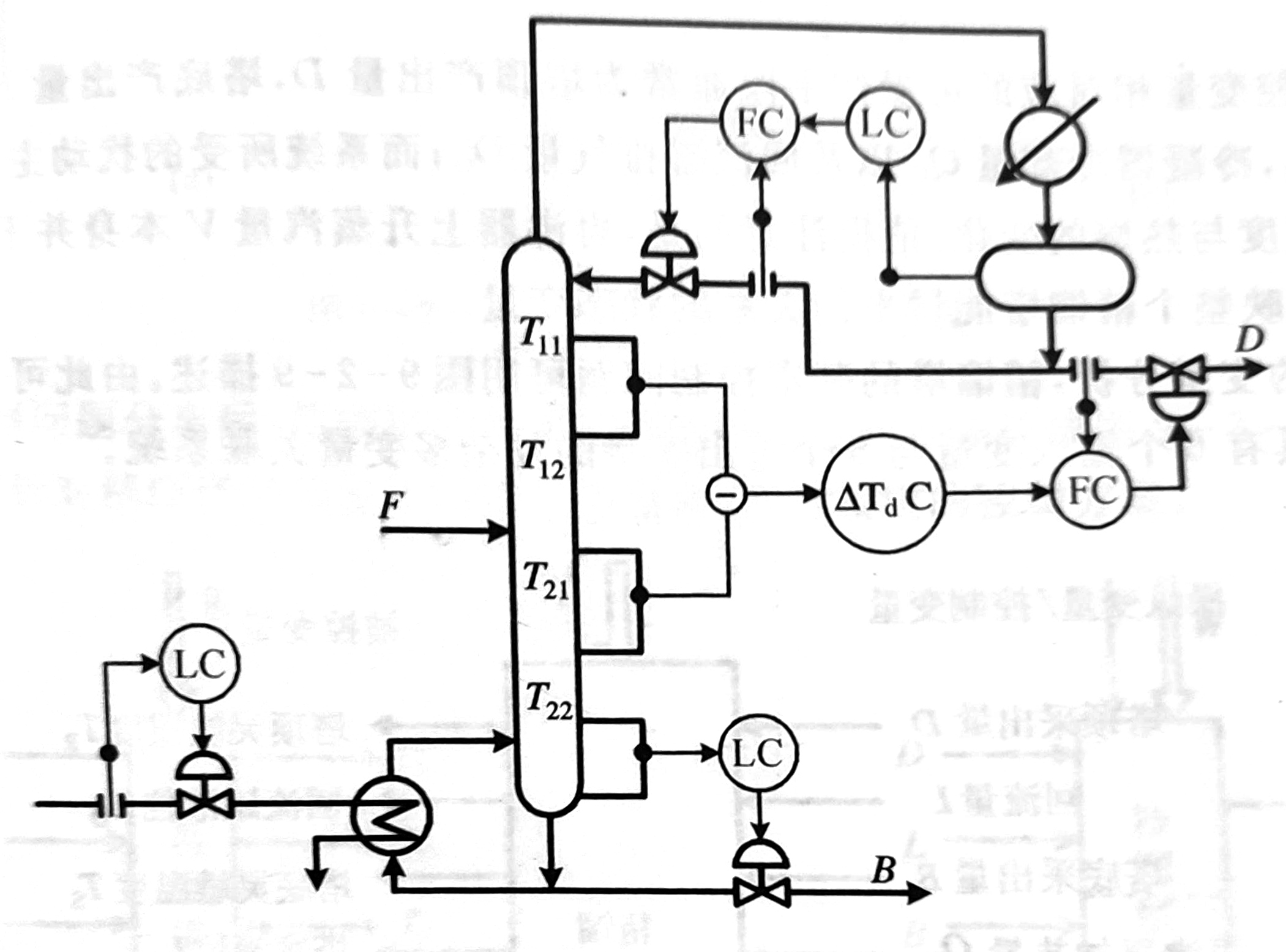
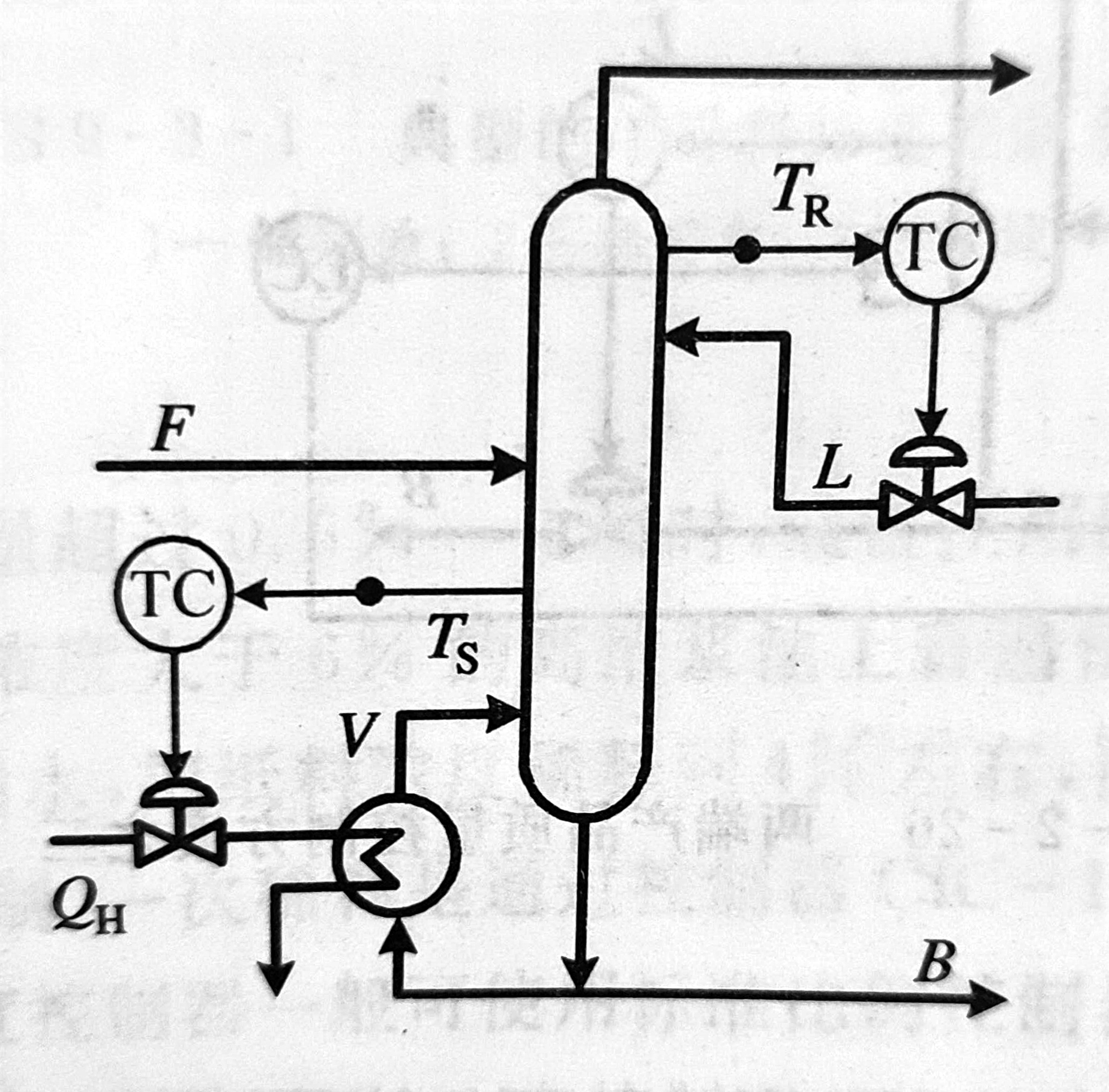
双温差控制系统
在进行精密精馏时,产品纯度要求很高,而且塔顶、塔底产品的沸点差距又不大时,可以采用温差控制
如图所示,设T11、T12分别为精馏段参照板和灵敏板的温度,T21、T22分别为提馏段灵敏板和参照板的温度,构成精馏段温差∆T1=T12-T11 与提馏段温差∆T2=T22-T21 ,这两个温差的差值∆Td=∆T1-∆T2 作为控制指标,从实际应用来说,只要合理选择灵敏板和参照板位置,可使塔两端达到最大分离度:
精馏塔的控制变量分析
精馏塔的变量如下图所示:
总共6个输入变量,5个输出变量:
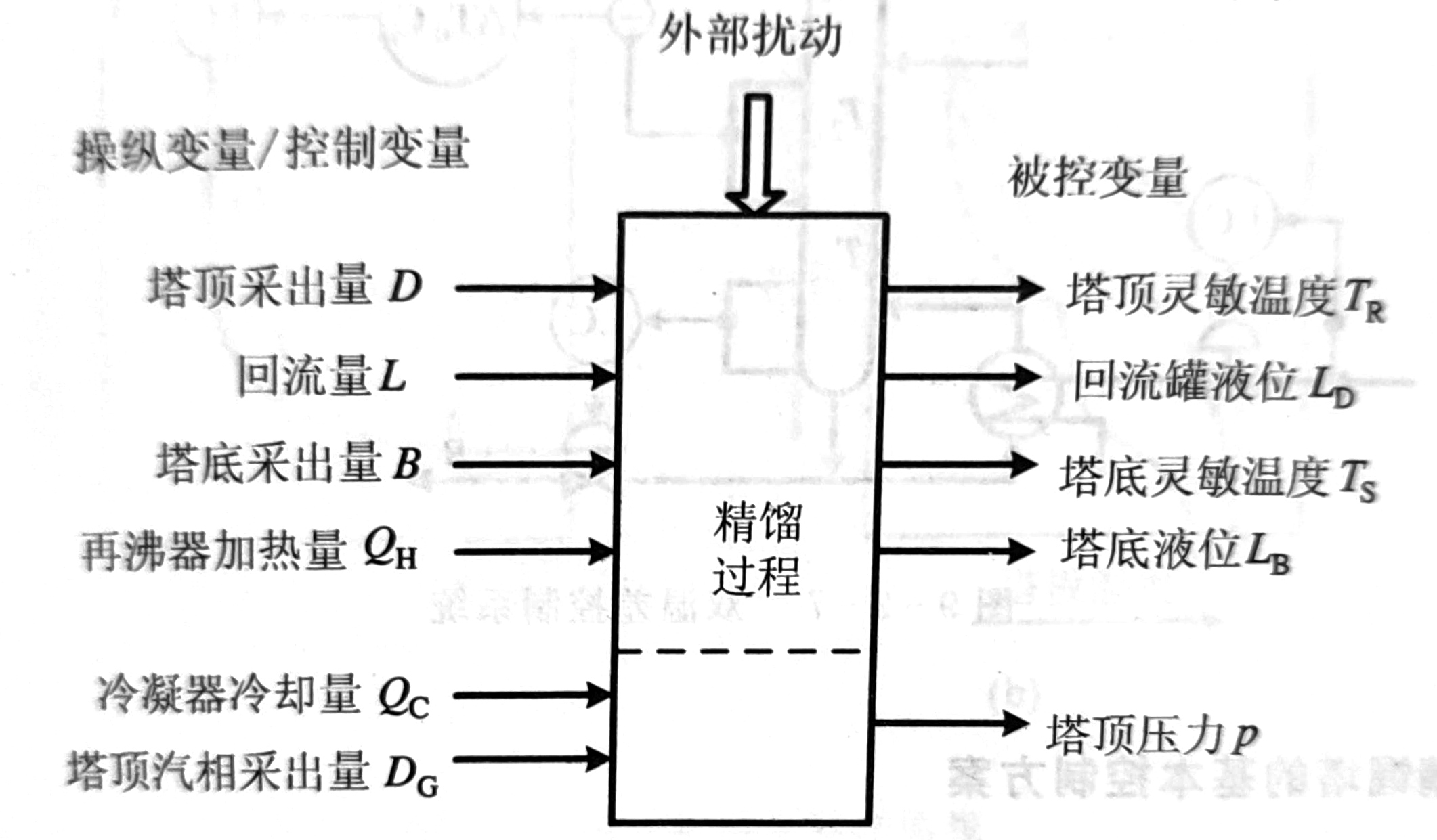
由于精馏塔具有压力、物料平衡、能量平衡等控制分类,又有提馏段和精馏段之分,所以控制方案较为复杂且繁多,下面只示意出每种控制的其中之一方案,更多方案请参阅本文最后的参考文献
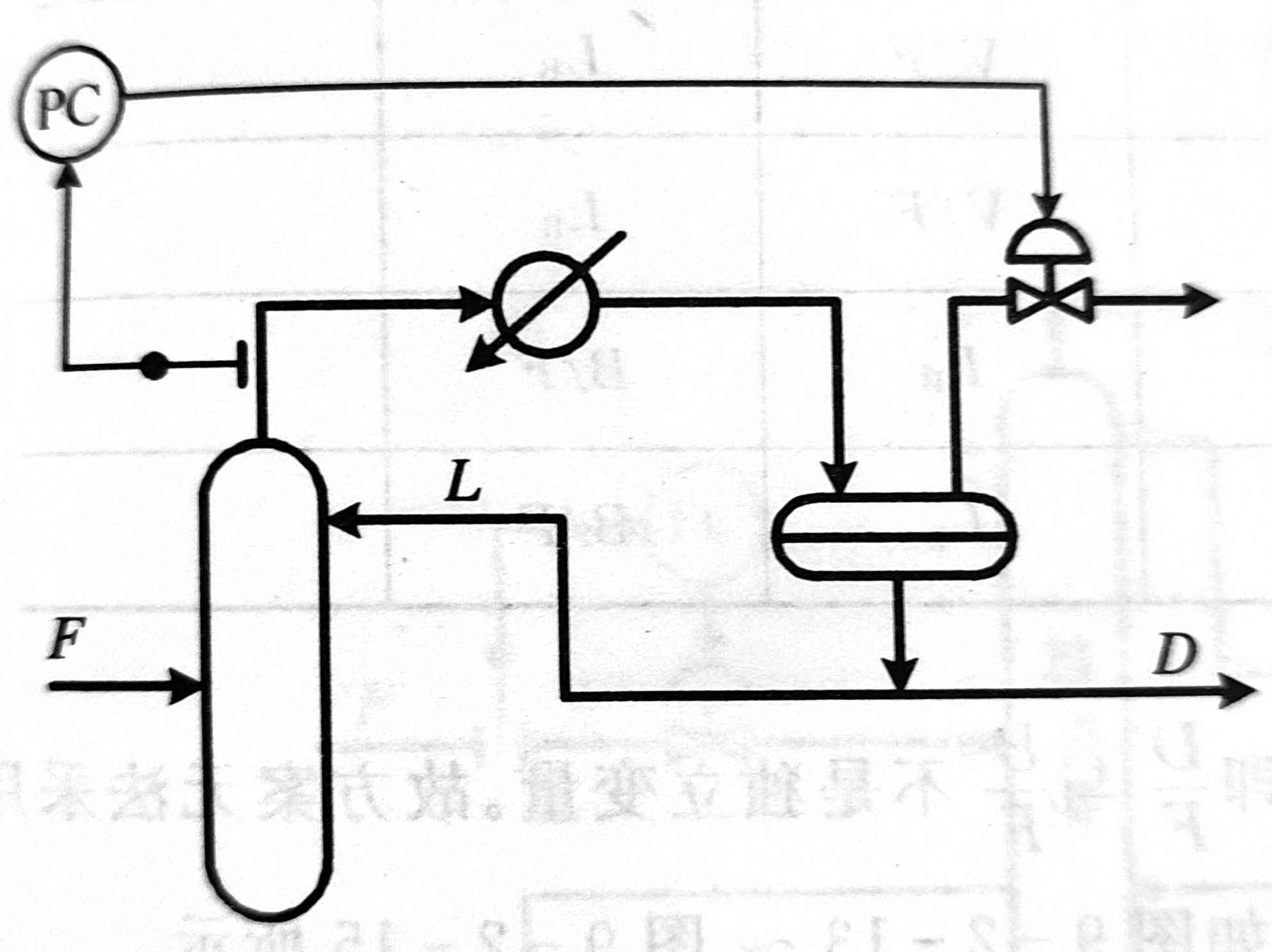
精馏塔压力控制
物料平衡控制方案之一
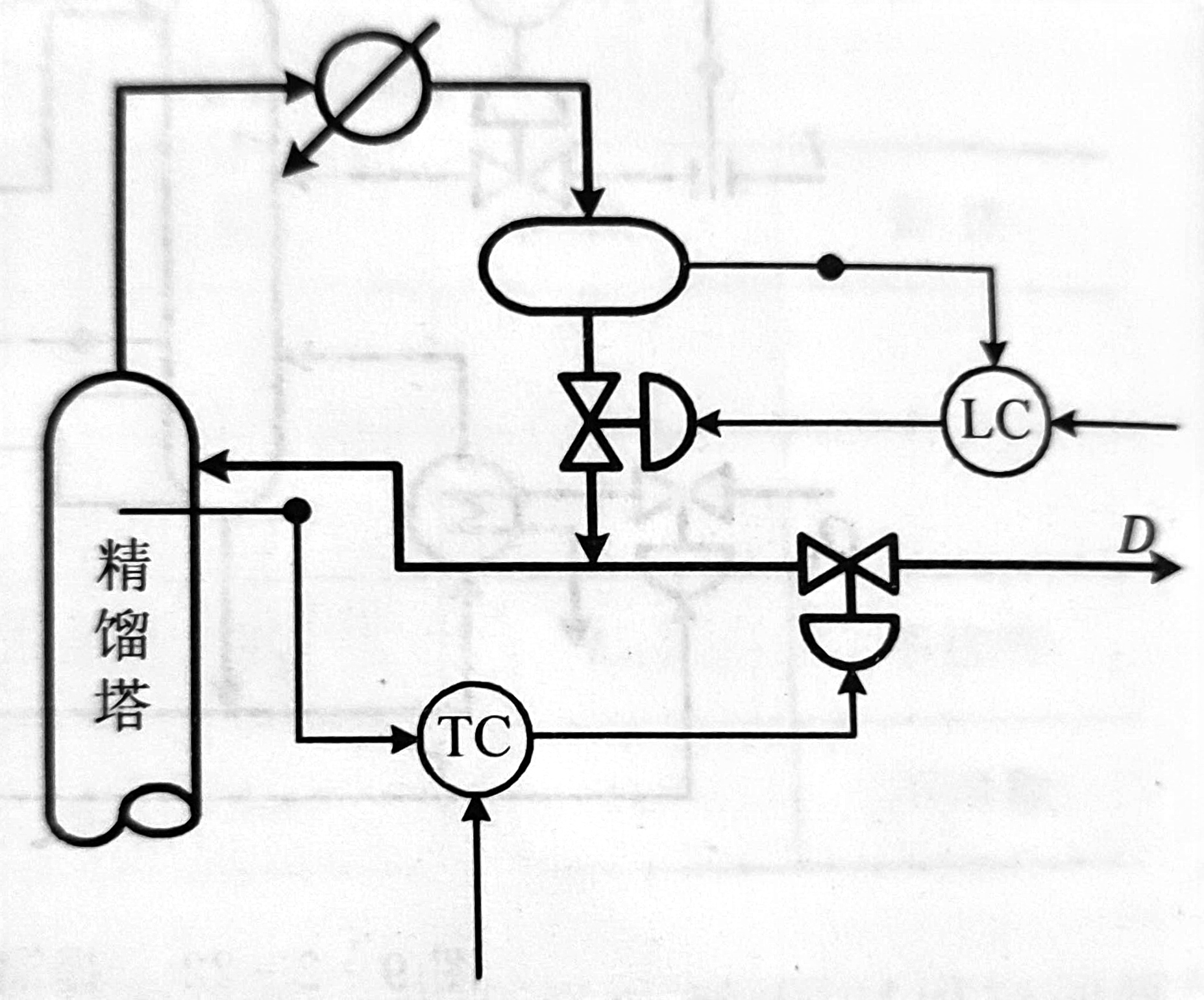
克服回流罐滞后的控制方案
两端产品质量控制方案之一
流体输送设备的控制
泵的控制
泵的特性曲线、管路特性等基础知识,参考《化工原理》
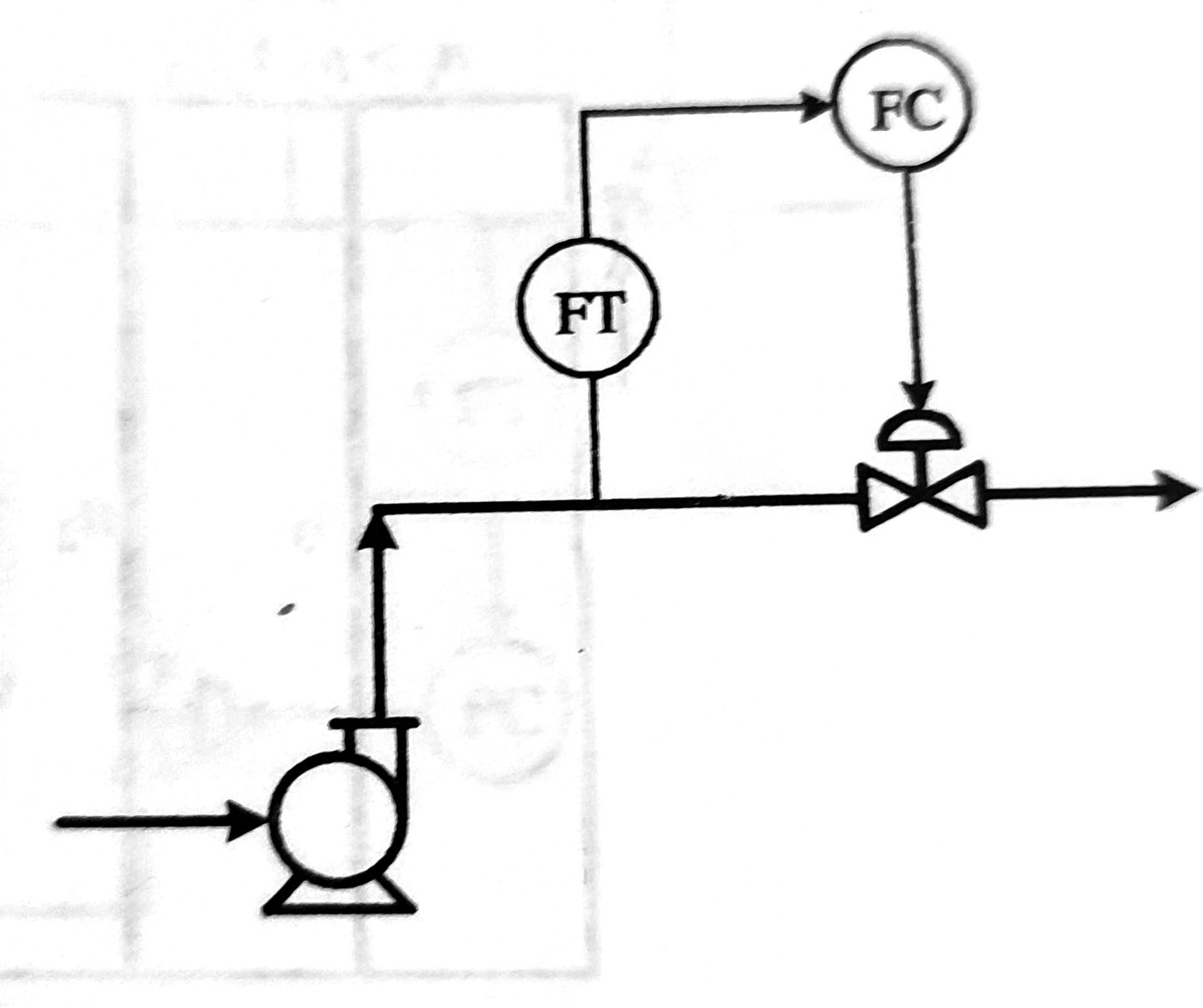
直接节流以控制流量:
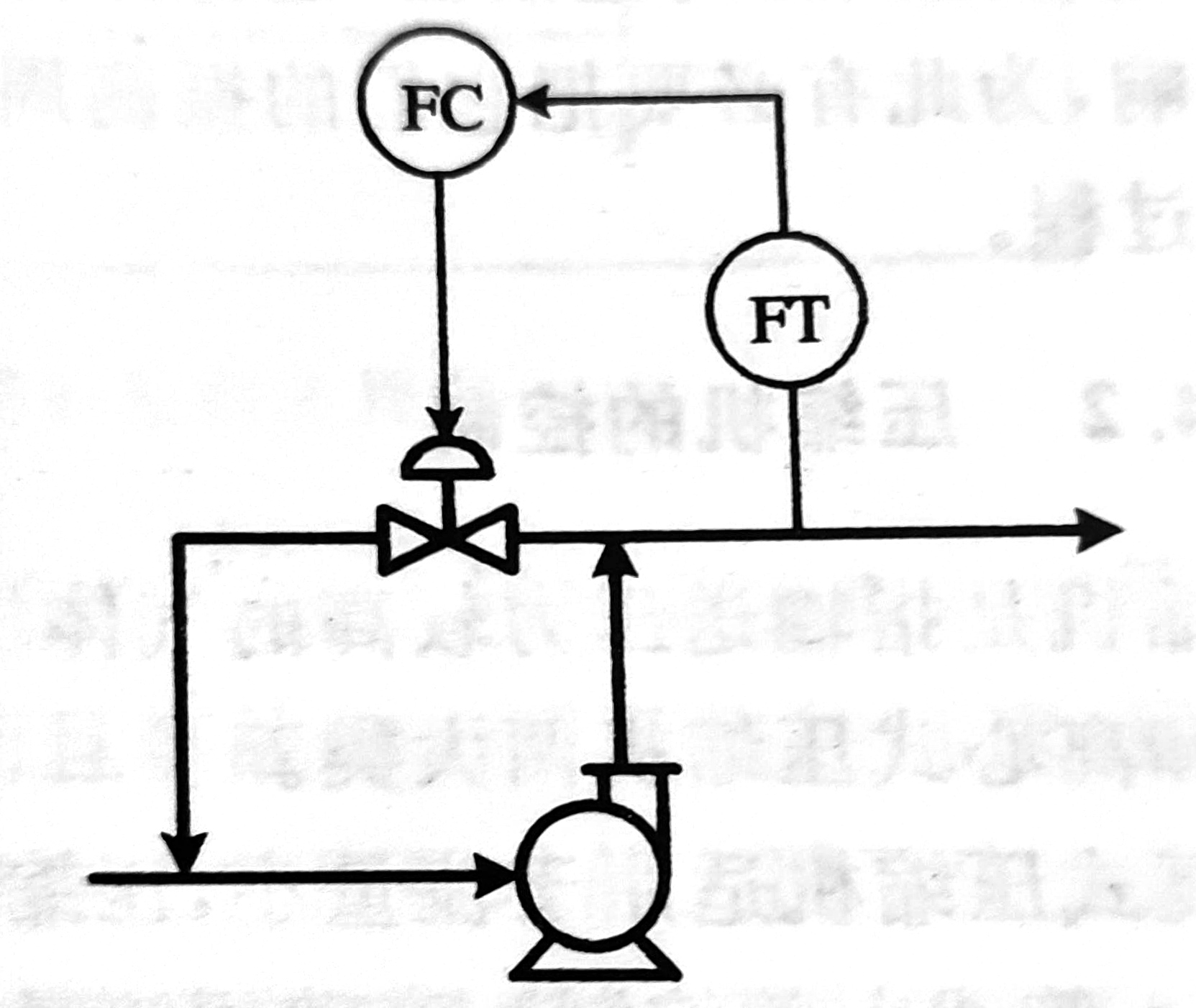
采用旁路以控制流量:
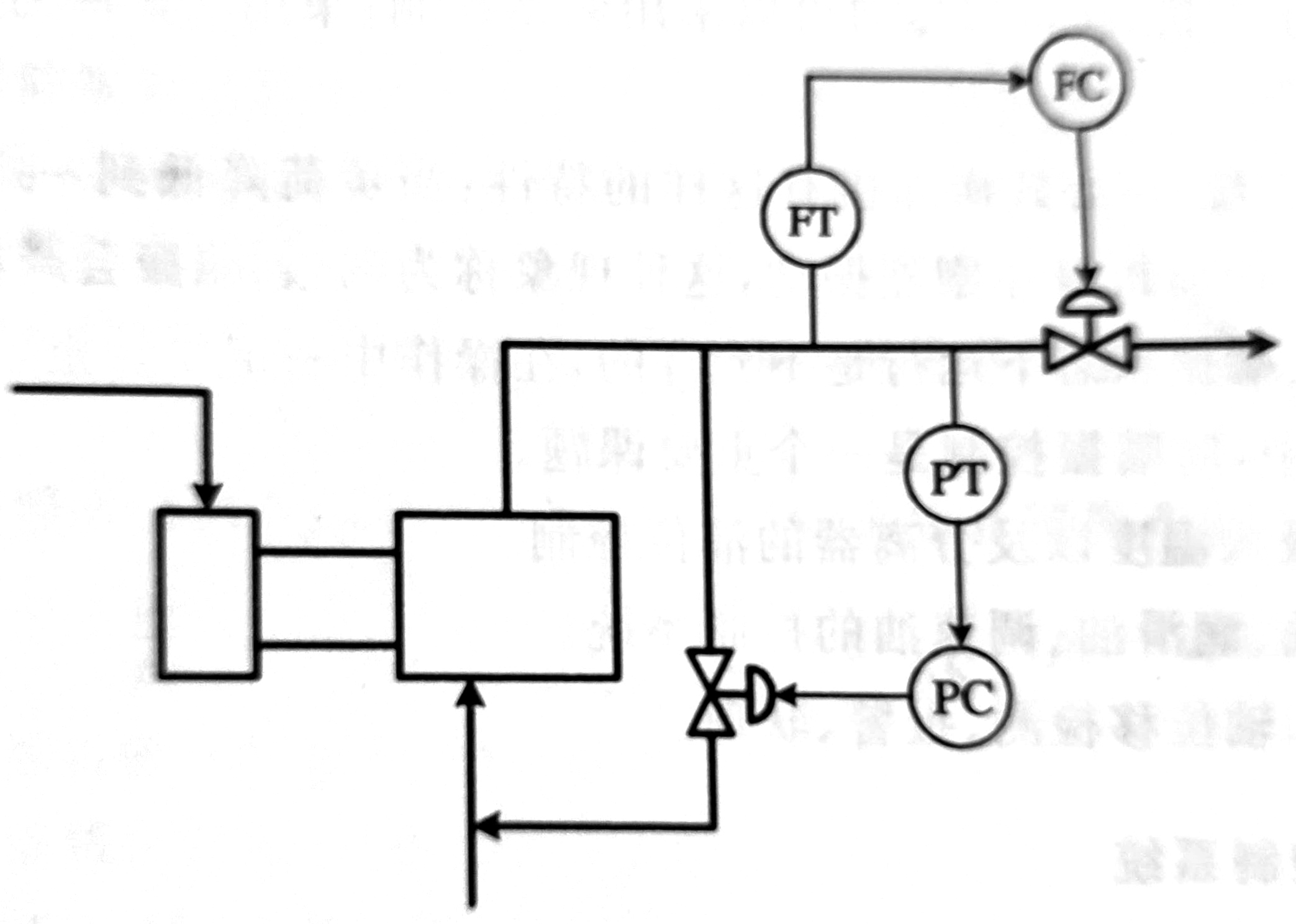
往复泵出口压力和流量控制:
压缩机的控制
什么是喘振、为什么压缩机会发生喘振、防喘振回流控制的工作过程和原理是什么?
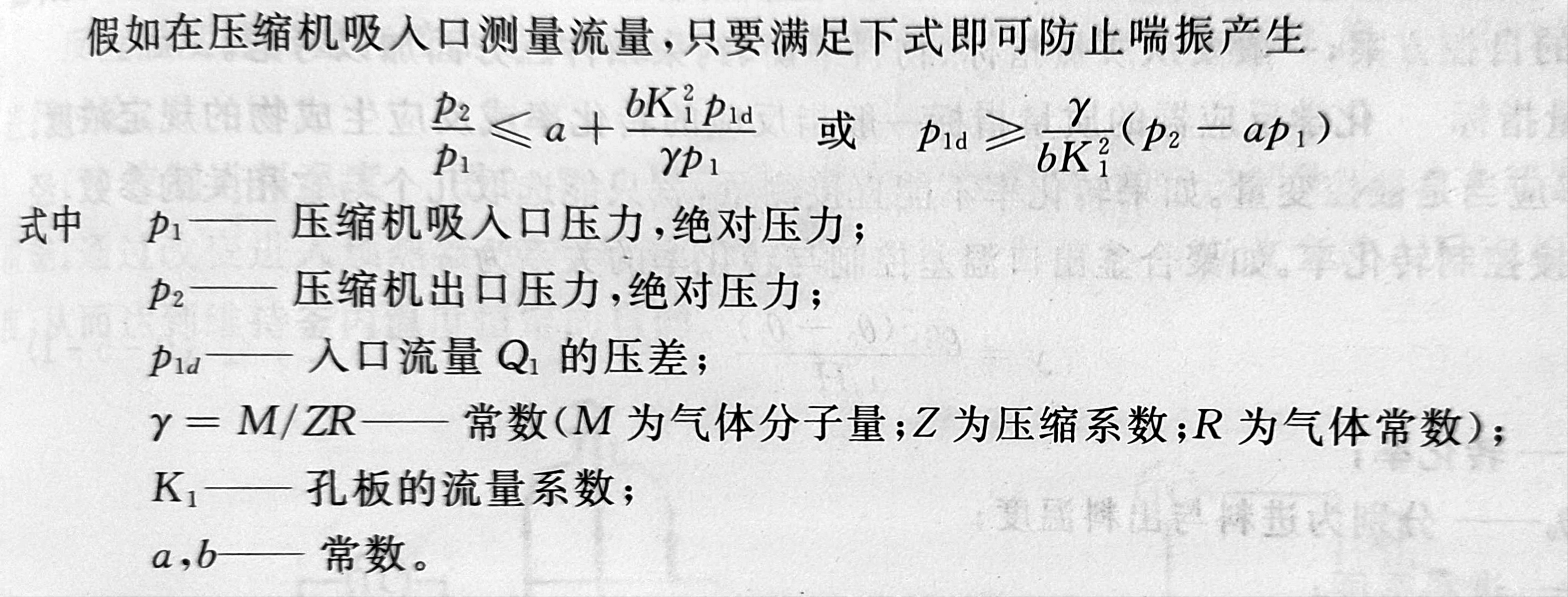
离心式压缩机:当负荷降低到一定程度的时候,气体的排放会出现强烈的震荡,因而机身出现剧烈的震动,这种现象叫做喘振。只要保证压缩机吸入流量大于喘振点临界吸入流量,即可不会发生喘振。
为了使进入压缩机的气体流量保持在临界点以上,在生产负荷下降时,必须将部分出口气体从出口旁路返回到入口或将部分出口气体防空,保证系统工作在稳定区域。
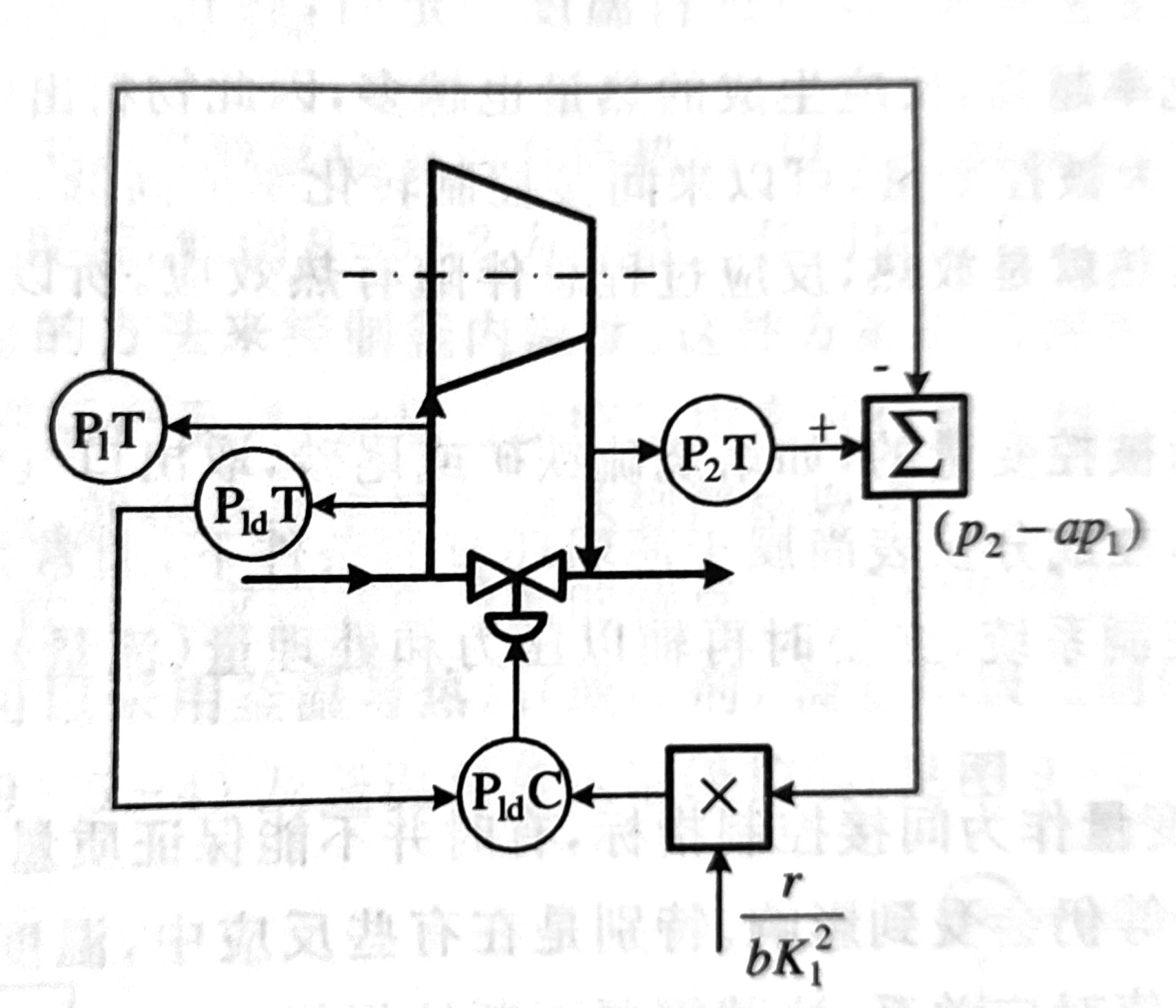
目前工业常用的有以下两种防喘振控制方案:
固定极限流量控制系统:
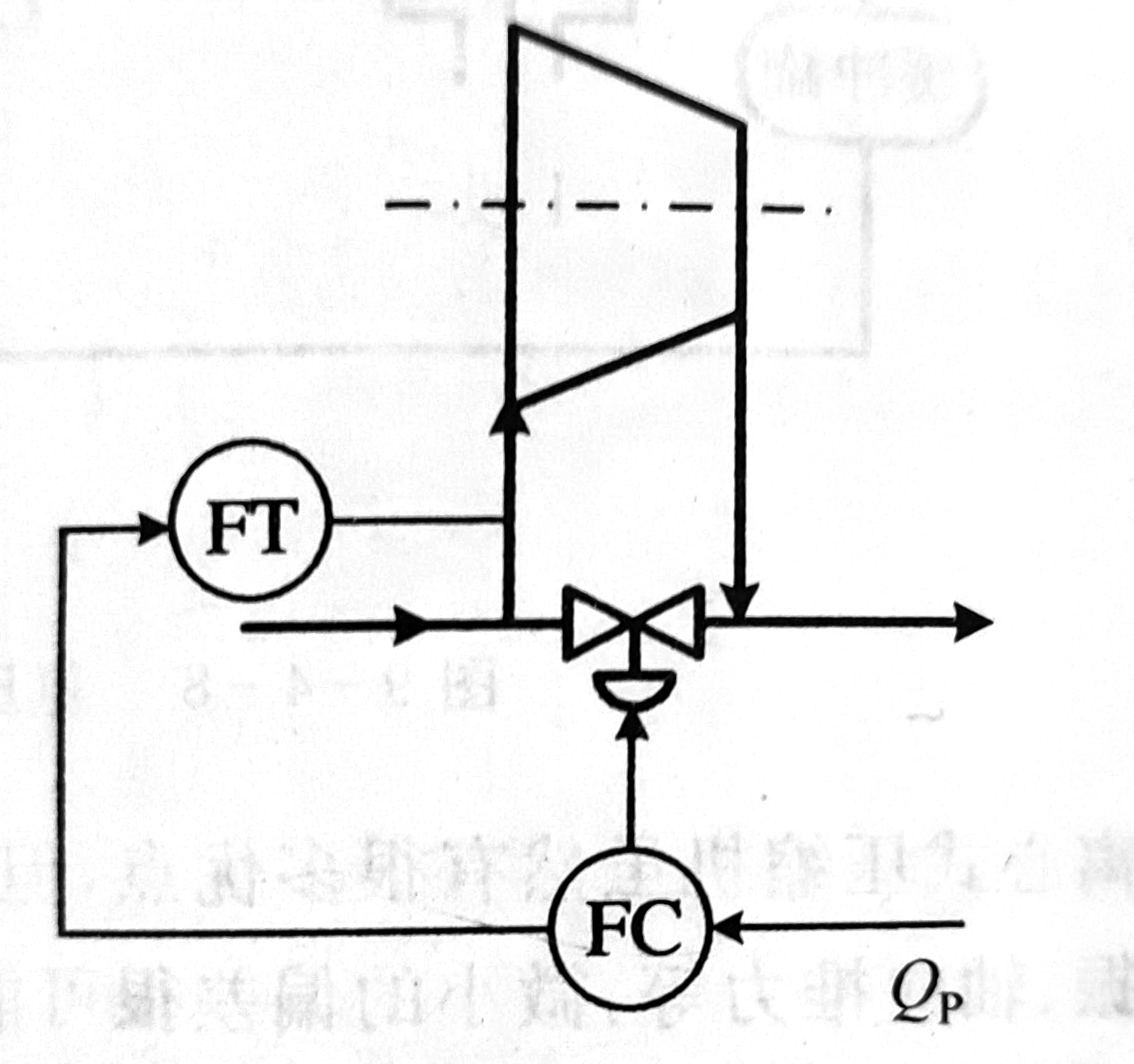
可变极限流量控制系统:
反应器的控制
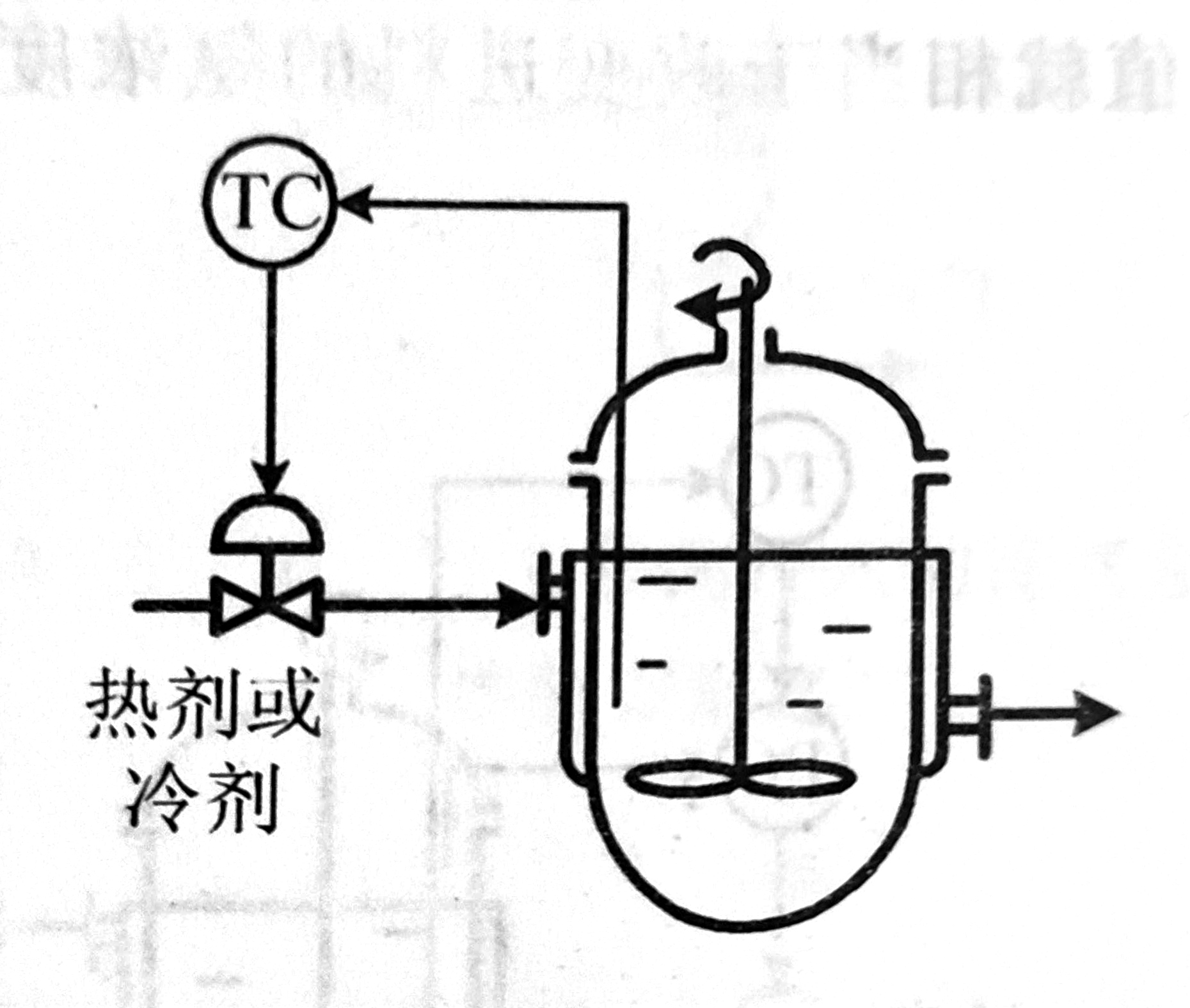
釜式反应器控制
控制进料温度方案:
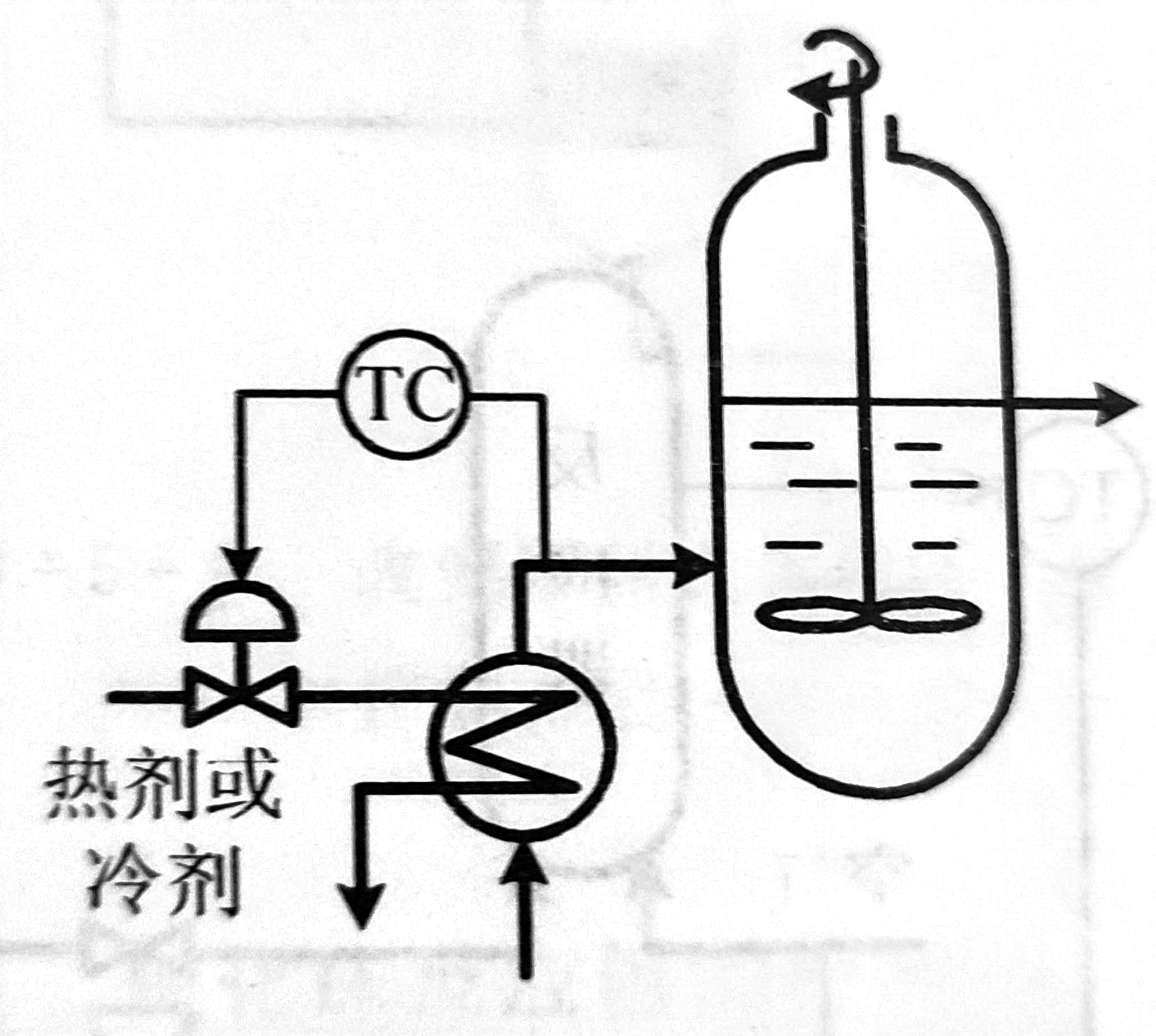
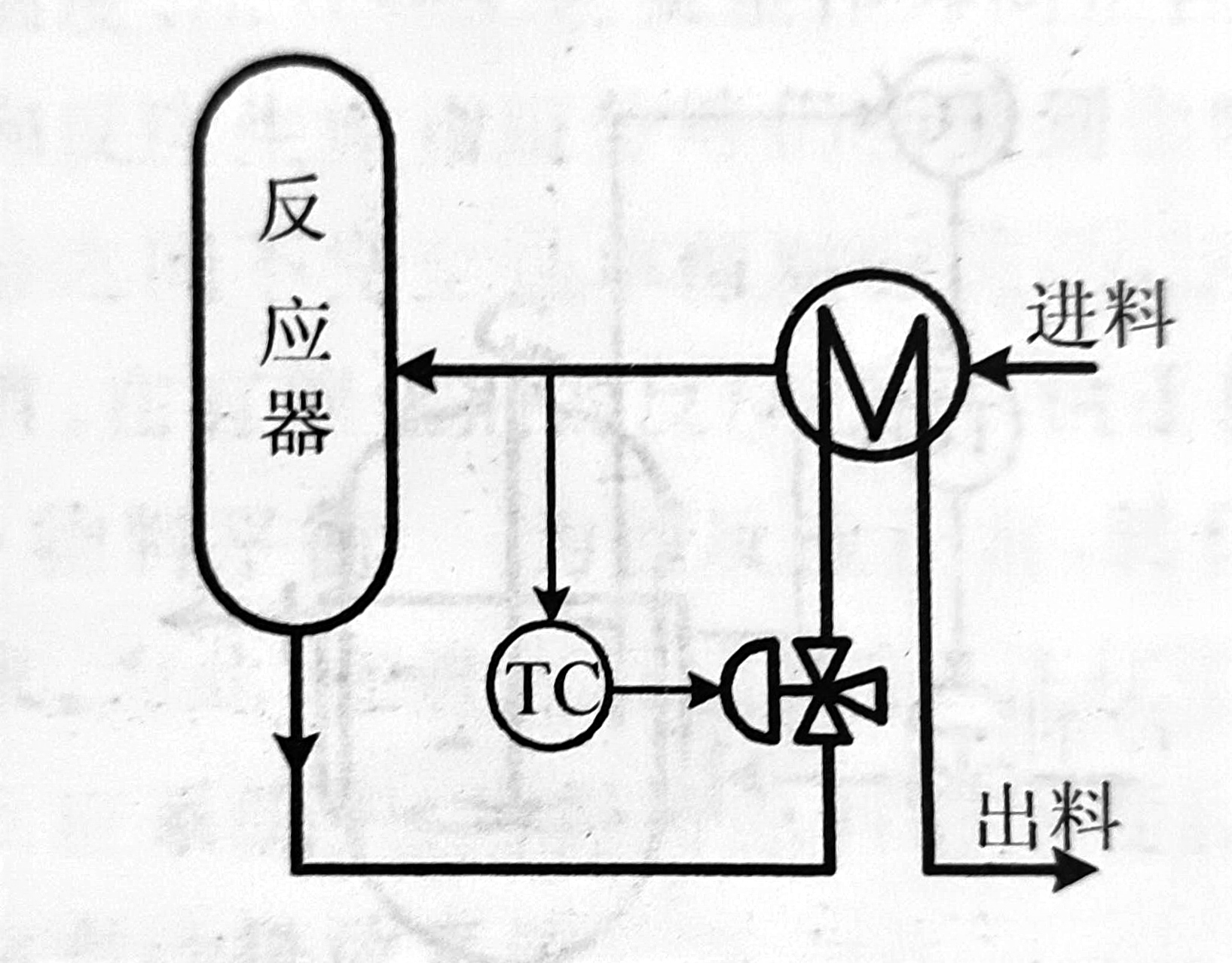
改变传热量控制方案:
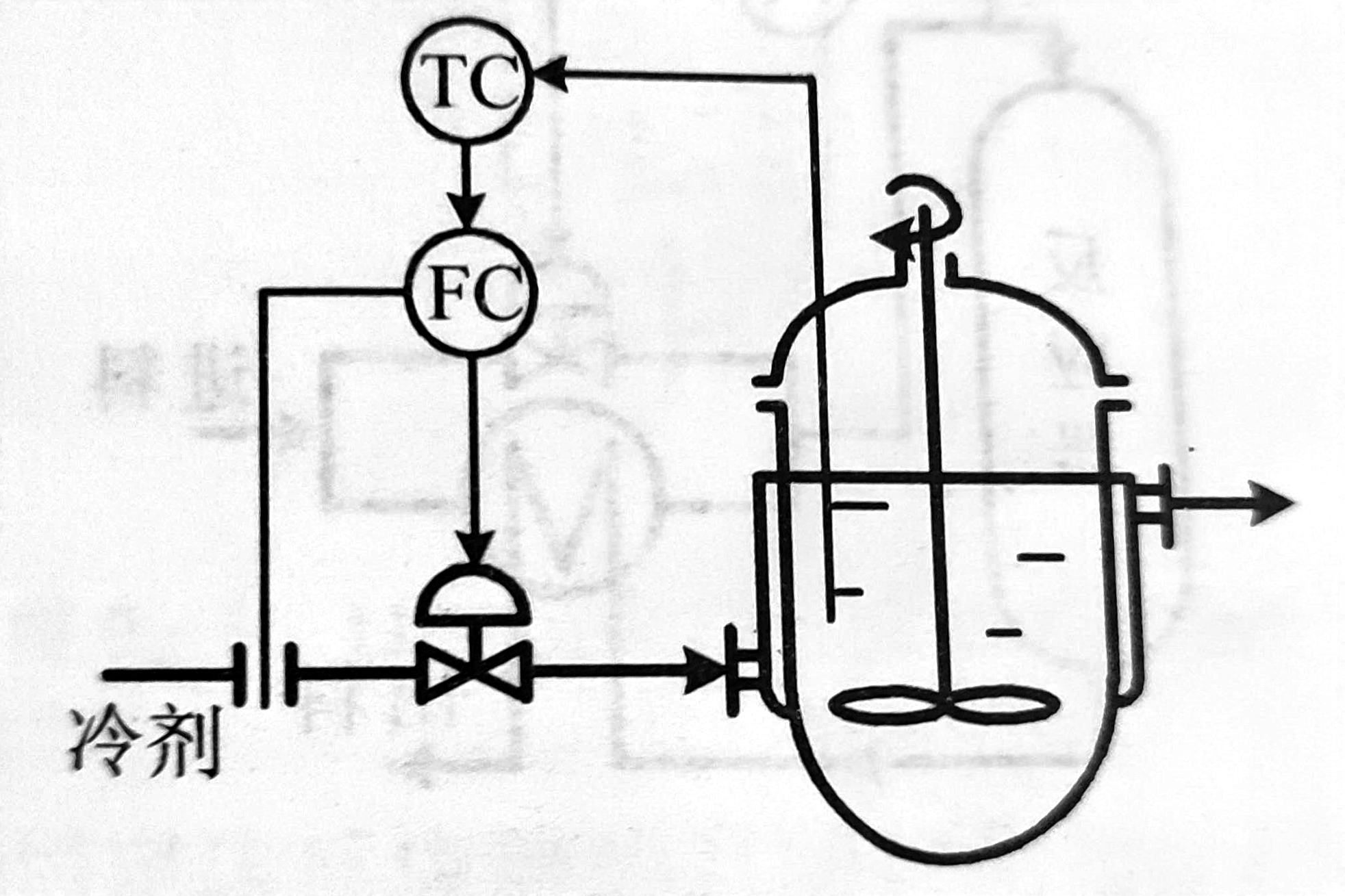
反应器串级控制方案之一:
固定床反应器控制
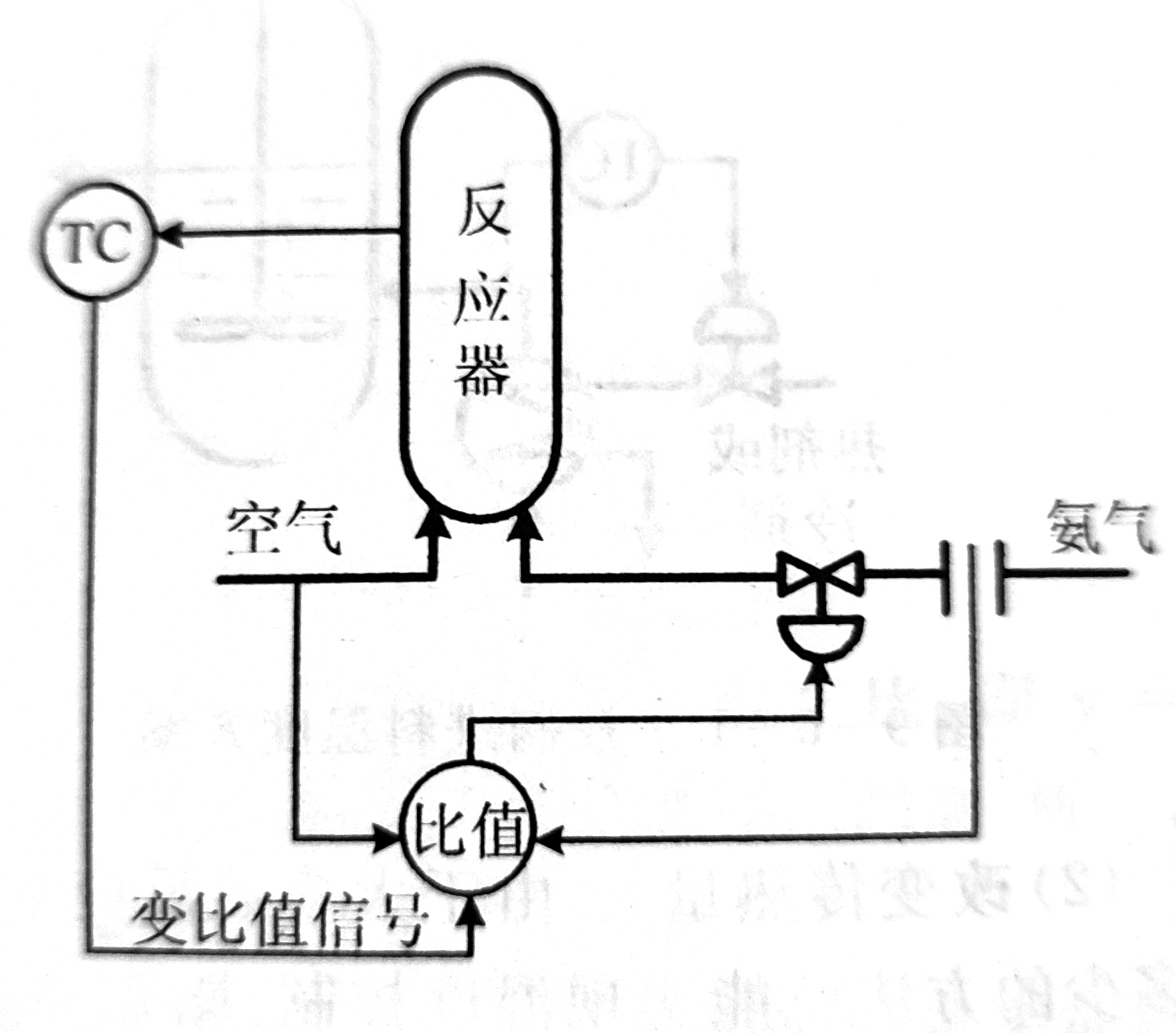
改变进料浓度控制方案:
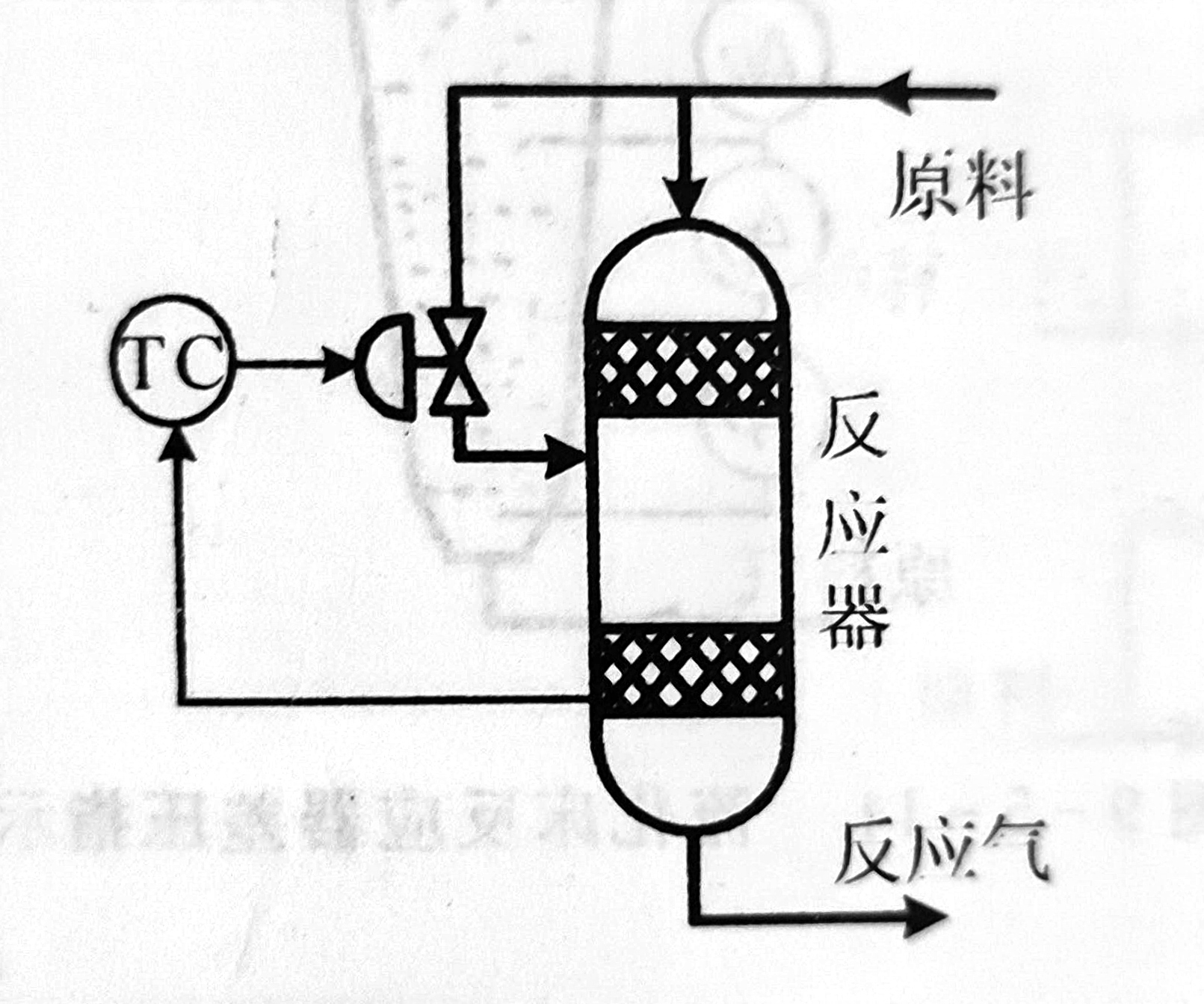
改变旁路流量控制方案之一:
改变段间进入的冷气量控制方案之一:
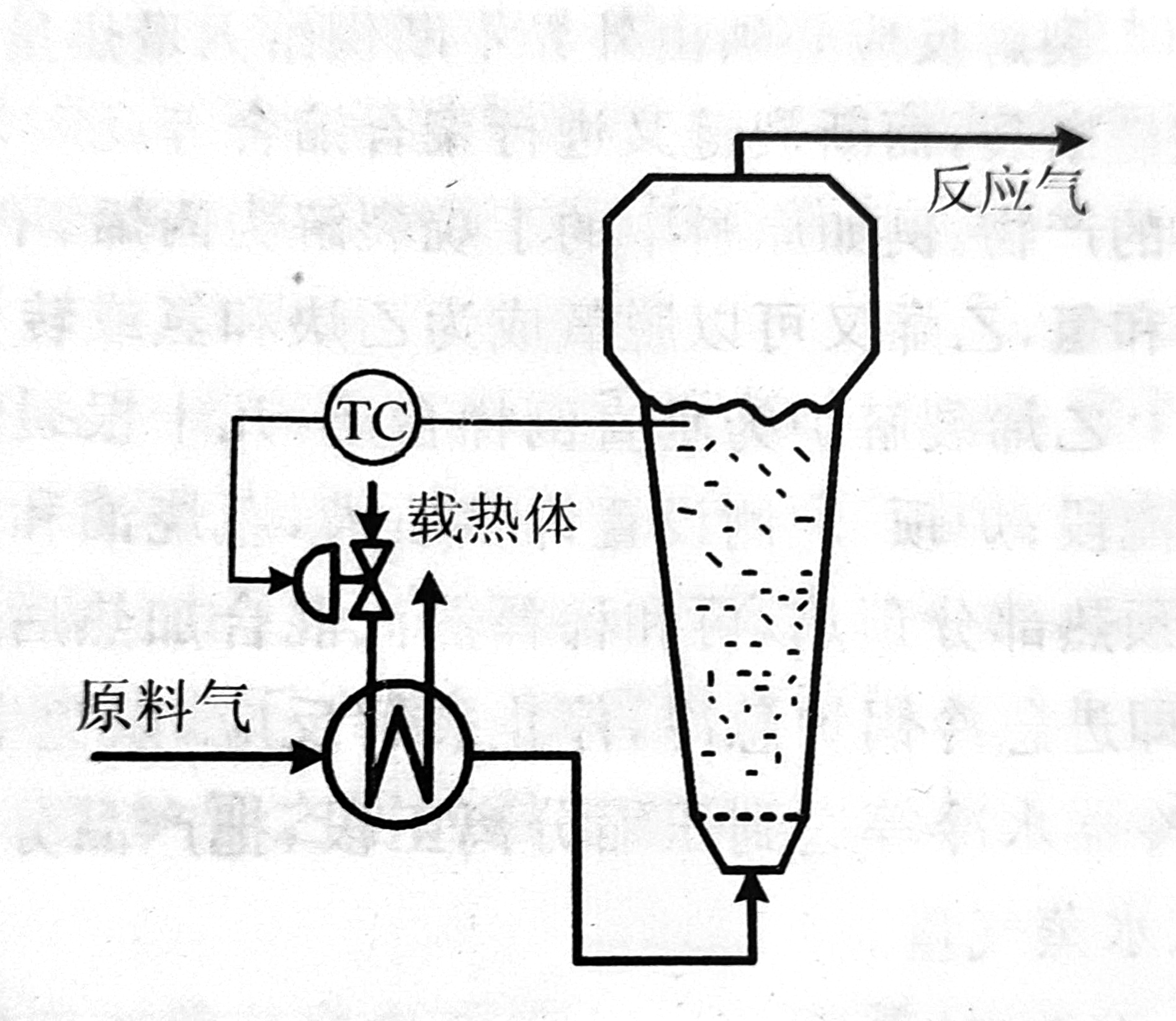
流化床反应器控制方案
鼓泡反应器的控制
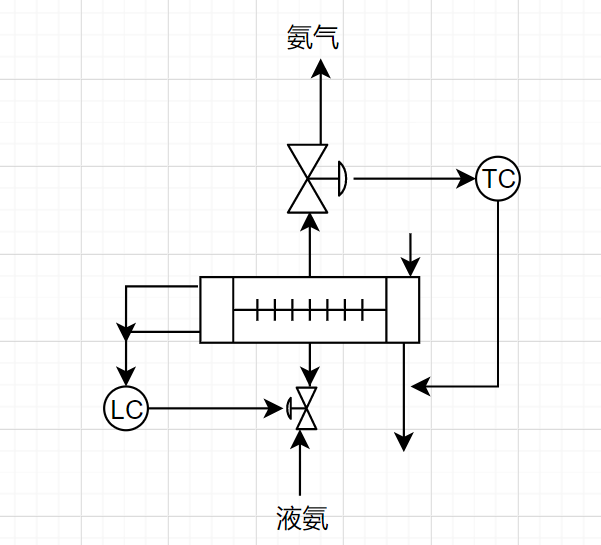
反应物流量稳定控制方案:
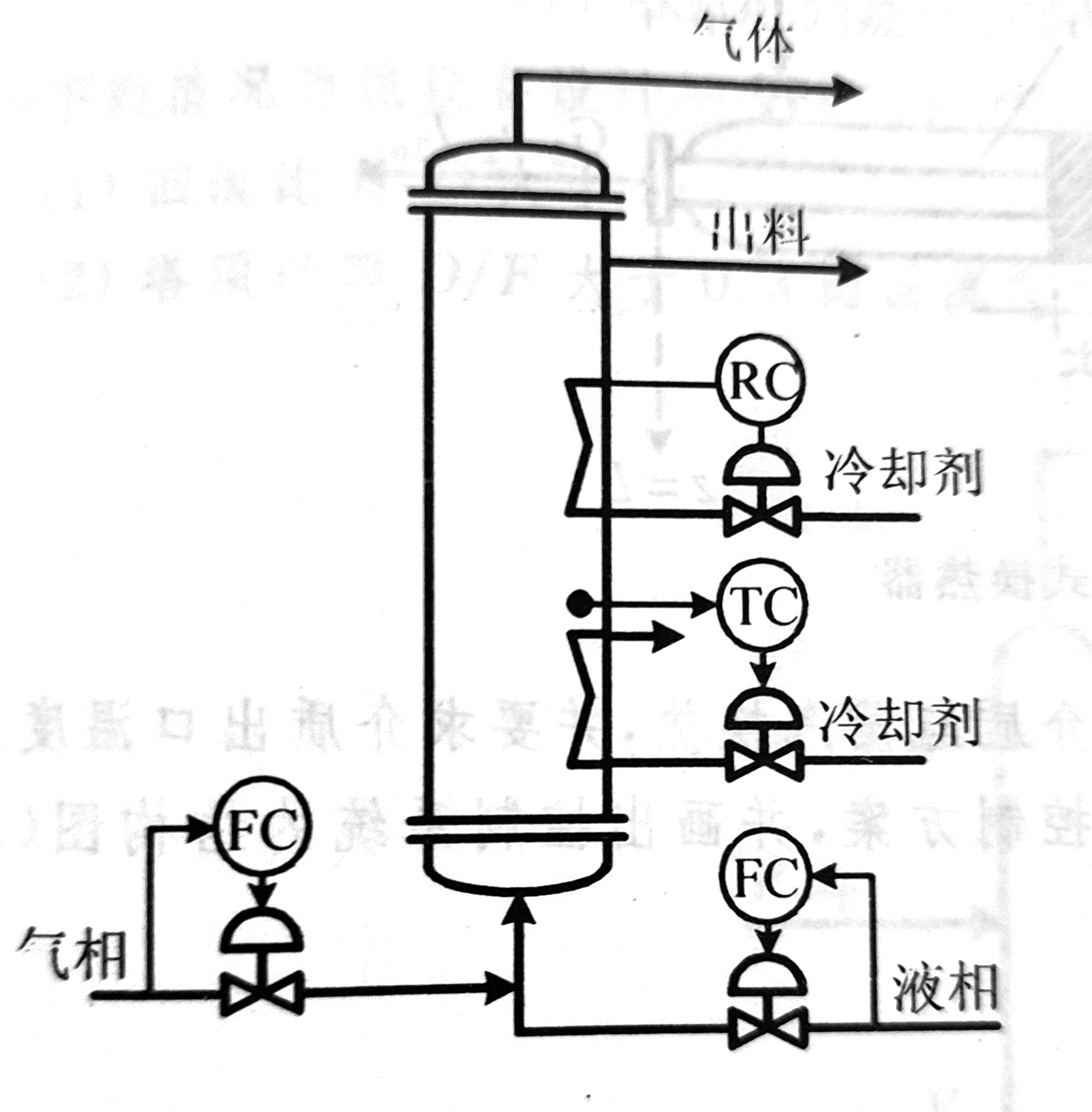
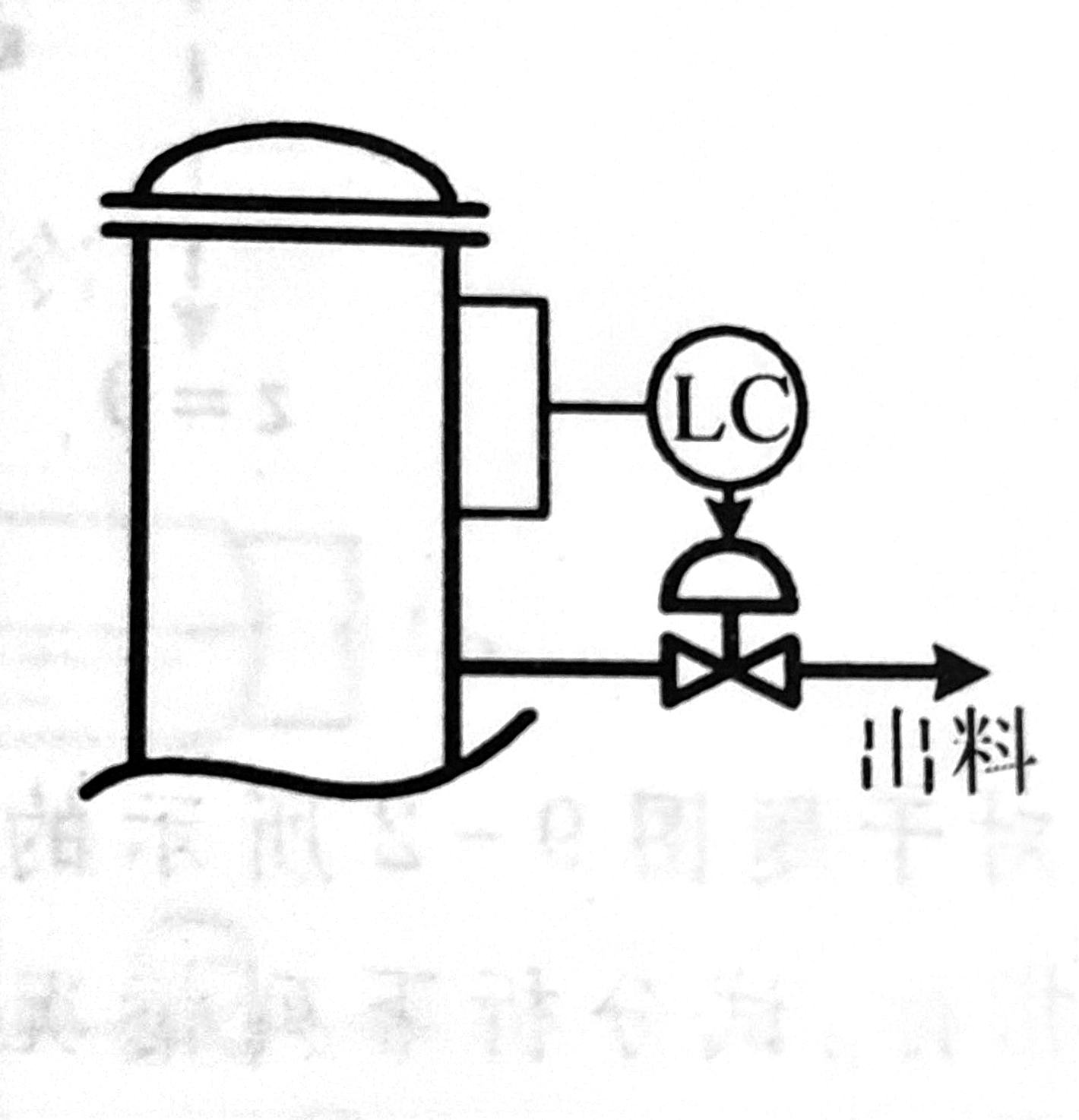
液位控制:
总结
这些控制方案并不完美,甚至也会有错误,但是可以做一个参考,在做P&ID自控方案设计的时候一定要多思考,不要盲目的照搬别人的控制方案,要多想想为什么要这样控制,为什么要用这个阀门组
在同一条管线上,就不要去多次控制,比如在第一个设备的出口控制了流量,但是在下一个设备的进口,又控制了进口流量,这不是白控制了吗,这就是控制的冗余
在同一个压力系统下,设置多个安全阀,也是冗余,比如在塔顶设置了塔压安全阀,但是又在塔顶回流罐上设置了安全阀,塔顶压力和回流罐属于同一个压力系统呀,如果塔顶的安全阀都跳了,那么回流罐的必然会跳,如果塔顶的都不跳,回流罐的安全阀这辈子都不会跳
总而言之,希望同学们一定一定要自己去思考,自己在同一个系统里、同一个管线上是不是设置了多余的控制、为什么要设置这样的
还有反应器的SIS安全仪表系统,不要盲目的去看人家有自己就要画上,要看你的反应体系需不需要,SIS控制逻辑是否正确,下面是之前设计院老师修改过我们的SIS系统,给你们个参考:
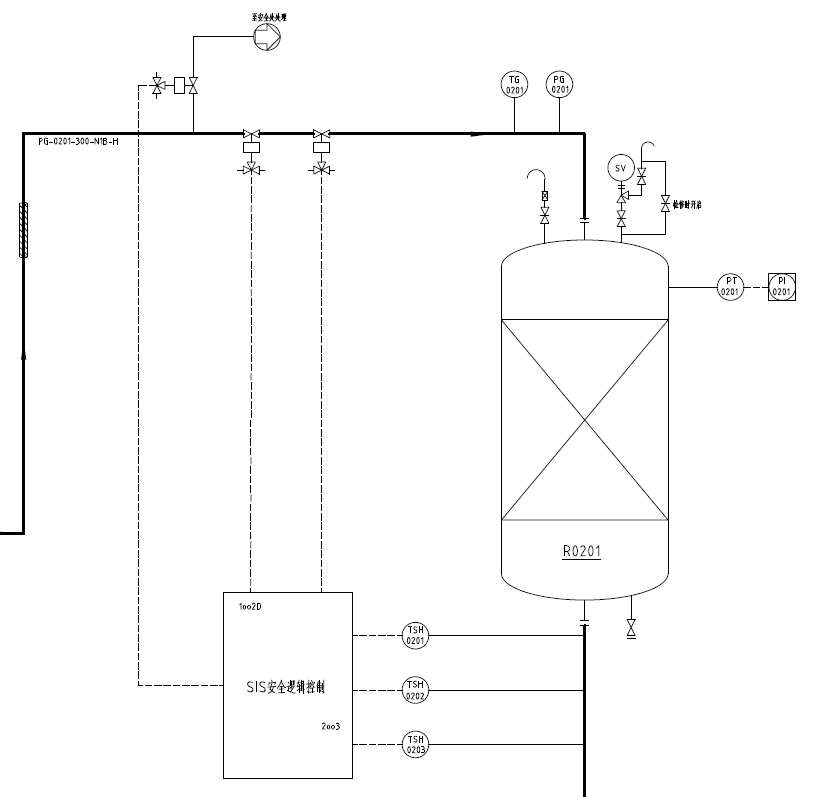
至于SIS的逻辑,很简单,百度一下你就知道~
我是乙醇,今天的自控就分享到这里啦,下次见~~
参考文献
[1]张根宝. 工业自动化仪表与过程控制[M]. 西北工业大学出版社, 2003.